你知道打开旋转筛检修口的那一瞬间,看到筛网被糊得严严实实,简直像被水泥封住一样,是什么心情吗?昨天我就经历了——那一刻我真想把采购拎过来问问,这设备是谁挑的!
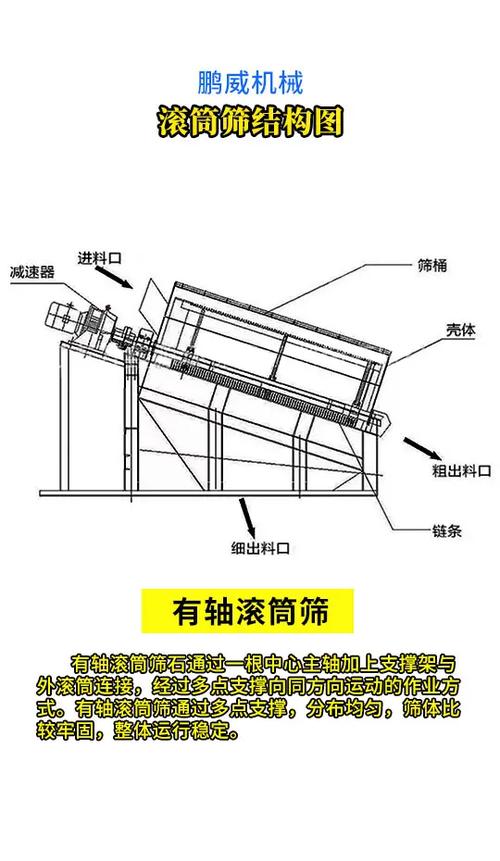
旋转筛,说白了就是个圆筒筛,电机带着滚筒转,物料进去,小颗粒筛下去,大颗粒从另一头出来。原理简单得不能再简单。可就这么个铁疙瘩,用起来的问题能让你怀疑人生。堵料、筛分效率低、轴承三天两头坏……我干这行十几年,见过太多人被成本坑、被设计坑、被安装坑。今天不聊虚的,就说说实战里那些血淋淋的教训,以及——怎么把旋转筛用到飞起。
选型不看这三点,买回来就是废铁
选旋转筛,你要是只对比“多少钱一台”,那后面流的泪就是当时脑子进的水。核心看三样:筛网孔径、处理量、物料特性。少一个都不行。
先说筛网。很多人问我:“我筛沙石,用多大的网?”这问题没法直接回答。沙石有粗细,干湿程度也不一样。你得做筛分试验。但通用原则:如果目标尺寸是5mm,筛网孔径不要正好选5mm,要略大一点,比如5.5mm或6mm,因为物料在滚筒里翻滚时,不是垂直掉落,你有倾角、有离心力影响。别问我怎么知道的——当年给一个玻璃砂项目选筛网,死卡5mm,结果筛上物里有大量合格品,退货率飙升。后来放大到5.8mm,问题解决。这0.8mm就是经验。
处理量不是铭牌上那个最大数值!切记!那是理论值,还是基于低水分、松散物料算的。实际用起来,打个七折是常态。如果你一天需要处理100吨,设备标称处理量至少得150吨,留出余量。我见过一家石料厂,非按标称值买,结果物料稍微潮湿点,滚筒里就跟和泥一样,筛网直接糊死,产量连一半都不到。最后不得不在进料口加双轴搅拌打散——额外花钱还占地。
物料特性真是魔鬼。粘性物料(比如湿煤粉、黏土)绝对要用防堵装置,后面细说。还有纤维状物料(比如秸秆碎)?普通旋转筛就是噩梦,必须用特殊的防缠绕筛网或者加切断刀。我有个客户,粉碎的废纺织料用旋转筛分级,两天就得清一次网,后来换带毛刷的防堵装置,还是不行,最后发现是筛网支撑筋条挂纤维,改成圆丝无横档编织网才消停。
防堵设计真的有用吗?实测告诉你
防堵是个玄学。厂家吹得天花乱坠,什么“永不堵孔”,你要是信了,等着崩溃吧。我试过弹跳球、振打锤、毛刷、超声波、链条敲击,甚至还用过气吹——结果呢?各有各的坑。
弹跳球最普遍,成本低。但球的质量差距巨大。便宜的橡胶球,两个月就磨损扁了,然后躲在网底下不动,根本弹不起来。一定要选高回弹聚氨酯球,而且球的数量、分布有讲究。我碰到一个氯化铵筛分项目,物料腐蚀性强,普通球三天就溶胀,后来全换成包氟橡胶球,贵了三倍,但能用半年以上。
毛刷清网适合纤维状或片状物料,但刷毛磨损后不及时更换,反而会把物料压进网孔,加重堵塞。振打锤呢?噪音大得跟打铁一样,而且容易把细网打破,我已经焊过无数次筛网骨架了。
去年给一个磷肥厂改造,用了一套链条敲击装置,在滚筒外部用链子周期撞击筒体,还不错,但需要精确调整敲击频率,否则共振起来,螺栓松得你想哭。
问:我的旋转筛老是堵,换了高弹球也没用,是不是被骗了?
答:别急着骂厂家。先检查三样:一、转速对不对。转速太低,物料贴不住网面,不利于透筛;太高,离心力过大物料全被甩在壁上,也不筛分。二、倾角是否合理,一般3°-7°,倾角太小物料走太慢,太大会冲下去。三、进料是不是太集中或者不均匀?如果物料一股脑倒进去,滚筒来不及散开,局部过载必堵。我们给一个淀粉厂调整了进料螺旋喂料器,让物料均匀铺开在滚筒轴线方向,堵料频率降了80%。

旋转筛 vs 振动筛:别再被销售忽悠了
每次跟新手聊选型,一定会问到这个问题:旋转筛和振动筛,用哪个?销售会跟你说,“振动筛效率高,旋转筛温和不易破损”——都是半真半假。真相是:得看你的物料。
流动性好的、粒度偏粗的物料(比如10mm以上的矿石、粮食),旋转筛简直是神器,处理量大,而且不像振动筛那样需要复杂的弹性支撑,地基要求也低。但对于超细粉(比如60目以下的石英粉),旋转筛就吃力了,筛网孔径小,极易堵且产量上不去,这时候高频振动筛就有优势。但振动筛有个致命缺点:对纤维状、潮湿物料,一样堵得怀疑人生,而且筛网磨损快、换网频繁。
我个人经验:粘湿物料,尽量不上旋转筛,除非你愿花大价钱搞防堵。但旋转筛在处理颗粒状、有磨蚀性物料时,滚筒筛的筛网用耐磨钢板冲孔,寿命比振动筛的编织网长几倍。我有个客户,石英砂筛分,振动筛筛网三个月一换,换旋转筛后用锰钢丝编织网,一年了还没换过。不过噪音嘛,旋转筛相比密闭式振动筛要大,除非你给旋转筛加隔音罩。
问:旋转筛和振动筛到底怎么选?有没有一个简单的判断标准?
答:提供一个极简决策法:如果你的物料有棱角、硬度高(磨损大),优先考虑旋转筛,用厚冲孔网耐造;如果你的物料粒度分布很窄、需要精确分级(比如多级筛分),振动筛可调性更强;如果你的物料潮湿且粘,建议先用其他方式(如烘干)预处理,否则两者都难,但我倾向选旋转筛加弹跳球,因为振动筛粘上后振幅会衰减更厉害。最靠谱的办法:寄20公斤样品去厂家做分机试验,看试验数据,不要听销售吹。

维修保养——这些操作能让你吐血

旋转筛的设计,有些简直是反人类。换张筛网要拆半个机器?是的,我见过要拆电机、拆主轴、拆端盖的设计。每次换网,工人骂娘,时间耽误几小时。现在好一点的都采用快拆式筛网,一端掀开或者抽拉出来,半小时搞定。
轴承位要注意。因为滚筒是倾斜的,轴向力长期作用于轴承,如果选用普通深沟球轴承,很快保持架就碎了。必须用一端固定一端游动的配置,并且至少一端用调心滚子轴承。润滑脂别舍不得,但也不是越稠越好,二硫化钼锂基脂就够,三个月加一次,量不要过多,会散热不良。
还有就是密封!物料如果粉尘多,轴承座密封圈很快磨损,粉尘进去,轴承直接报废。我习惯在轴承座外加一道羊毛毡密封,虽然阻力大点,但管用。或者选带气密封的装置,不过那个要接压缩空气,小厂嫌麻烦。
问:旋转筛处理量突然下降,除了堵料还有别的原因吗?
答:有几种可能:一是皮带打滑,转速掉了;二是筛网磨损变大,本来该筛下去的物料没筛下去,但表现是筛下物变少,不是堵;三是进料粒度变化,大块多了之后,占据筛分面积,小块透不过去;四是——你测一下电机电流,如果电流偏低,很可能是滚筒内物料滑到底部堆积,没有形成良好的滚动筛分层。这种情况常见于圆筒内表面太光滑或者物料摩擦系数太小,可以适当增加提料板或条状凸起,把物料提升起来再抛下,形成“瀑布效应”。
提升筛分效率的偏方(未必写在说明书里)
干了这么多年,我总结几个偏方,不一定规范,但好用。
💡适当增加滚筒转速5%~10%,可以提高处理量,但筛分效率会略降。反过来,降低转速会让物料停留更长,筛得干净,但产量低。根据物料“难筛程度”动态调节,我这里有个笨办法:听筛子内部的声音。如果哗啦啦响像流水,说明物料流动太快;如果闷响像滚雪球,可能转速太低或有堆积。
💡在进料口加一段无网或大网区,让物料先进来松散开,再进入有效筛分区,能提高效率。我们改过一台磷矿筛,在原滚筒前加焊了50cm长的大孔径区,筛分效率从82%提到89%。
💡对于超细粉末(比如200目以上),旋转筛其实不太适合了,因为静电、吸附严重。但非要用的活,可以考虑在滚筒内喷少量水雾或抗静电剂(当然物料允许的前提下),或者滚筒接地消除静电。
✅最后强调,安装时必须水平校准!别看旋转筛是圆筒倾斜,但底座支撑必须水平,否则会产生附加力矩,轴承偏磨,噪音大。曾经有个客户说一开机像火车经过,一查基础不平,四个地脚螺栓只承重三个,一个悬空……
旋转筛这东西,说简单也简单,说复杂能写本书。我现在选型时,基本会带上物料样品去厂家做小试,眼见为实。千万别图便宜,也别迷信名牌——适合你的物料、你的工况的才是王道。好了,我得去车间看看我那台筛氯化铵的滚筒又闹啥情绪了,据说昨天振动有点异常……(下次聊聊振动筛和旋转筛怎么选,那个才叫选择困难症)