说实话,跟冻干设备打交道这十几年,我最大的感触是——这玩意儿看着简单,一个真空腔体加个冷阱,实际上坑多到离谱。我刚入行那会儿,前辈丢给我一台老冻干机,说“你先学会怎么把它抽到10Pa再说”,结果我折腾了整整一周,才发现是冷阱的排水阀内漏……那种崩溃,啧啧。
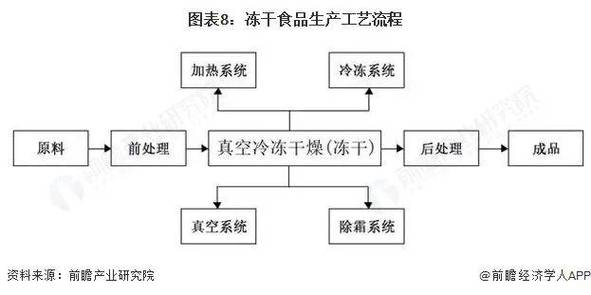
冷冻干燥,说白了就是先把物料冻成冰疙瘩,然后在真空下让冰直接升华成水蒸气,跳过液态,从而保住物料的骨架结构。原理谁都懂,可一旦到了工业级生产,动不动几百上千升的冻干箱,事情就复杂了。这背后是热力学、流体力学、材料科学的交叉,更是一个工艺师常年累月的血泪经验。
冻干机的灵魂:冷阱与真空系统的博弈
搞冻干的都知道,冷阱就是心脏。冷阱不够冷,或者捕水能力不够,真空就下不去,产品就废了。我做过一个项目,为一家生物公司定制一台5平米的冻干机,结果冷阱设计时过于激进,盘管密度不够,实际捕水速率比理论值低了30%,一批价值上百万的酶制剂直接报废,老板脸绿得能滴出汁来。从那以后,我设计冷阱时都会留出至少20%的冗余,并且把化霜周期从常规的8小时压缩到4小时,因为冷阱表面的冰层一旦超过5mm,传热系数就会断崖式下降。❗
真空泵也不省心。很多人以为泵的抽速越大越好,其实错了——升华初期大量水蒸气涌入,如果没有冷阱充分捕获,水蒸气会直接进入泵油,导致油乳化,泵的极限真空就没了。所以,必须是冷阱优先,真空泵只抽不可凝气体。我们通常用罗茨泵+旋片泵的组合,前级还得配气镇阀,不然一锅好料能让你怀疑人生。
问:冻干机真空抽不下去,或者抽得很慢,可能是什么原因?
答:这是冻干操作里最头疼的故障。第一个要查的是密封,门封条老化、法兰垫片变形、阀门密封失效,都是常见漏点。但90%的慢抽其实是冷阱能力不足,要么是冷阱表面已经结满了霜,捕水效能大减;要么是产品本身的升华速率超过了冷阱的设计负荷,这种情况在药材提取物冻干时特别多见,因为有些多糖成分会形成致密层,阻碍水蒸气逸出,导致局部真空波动。另外,系统微漏容易被忽视,特别是用了好几年的老机器,建议用氦质谱检漏仪整体扫描,小漏点在几天内就会把真空破坏殆尽。
工艺的魔鬼在细节:共晶点与塌陷温度
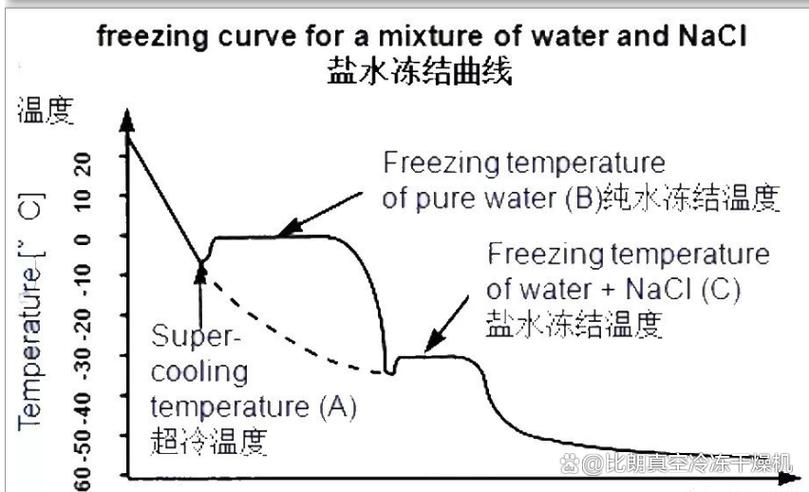
冻干工艺最玄乎的地方在哪?我觉得是共晶点。很多工艺员只知道设个-40℃然后升温,却不知道共晶点才是整个曲线的根基。共晶点是物料中水分完全冻结的温度,如果预冻时温度没达到共晶点以下10~15℃,那么抽真空时,部分未冻结的水就会沸腾,产生气泡,导致产品骨架崩塌,最后出来的成品表面坑坑洼洼、溶解性极差。
我们曾吃过一次大亏:为一家中药厂冻干一种复方提取液,按照经验设了-30℃预冻,结果做出来的粉饼一捏就碎,复水时浑浊。用DSC一测,发现这玩意的共晶点居然在-35℃!因为提取液里含有某种低共晶点的多元醇。后来把预冻温度降到-45℃,成品立马变得疏松多孔,像海绵一样。从那以后,我规定所有新产品工艺开发必须做差示扫描量热分析(DSC),别省那几千块钱检测费,一台冻干机停一次工的损失够测几百次了。💡
升温速率也是个精细活。一次干燥阶段,隔板温度要缓慢爬升,保证升华界面的温度不超过塌陷温度。塌陷温度是产品开始软化流动的临界点,一旦超过,微孔结构就会坍缩,形成高密度硬壳,阻止内部水蒸气逸出,然后产品就会…萎了。我见过一个新手操作员,直接把隔板从-40℃跳到20℃,结果一箱注射用粉针剂全部出现“萎缩头”,报废不说,还被药监局通报。所以现在我都要求控温精度0.5℃以内,升温斜率不超1℃/min,宁可慢,不能毁。
问:冻干产品出现萎缩、鼓泡或底部脱落,怎么解决?
答:这几个问题根因不同,但往往交织在一起。萎缩通常是升华阶段升温太快,隔板温度高于塌陷温度,导致已干层塌陷,形成致密膜阻碍传质;或者一次干燥没结束就过早转入解析干燥,结果残留自由冰融化。鼓泡则多因为冻结速度过快,冰晶太小,升华通道不畅,或者溶液中有气体未脱净。底部脱落更特殊,常见于西林瓶冻干,因为瓶底与隔板传热不良,预冻时底部过冷导致局部共晶不完全,升华时底部物料融化。解决方法:重新测量产品的塌陷温度和共晶点,优化预冻速率(速冻产生小冰晶,慢冻产生大冰晶,各有利弊),适当降低一次干燥真空度(比如从10Pa提升到30Pa能加快传热但风险并存),最关键的是要做正交试验,没有万能参数,全靠摸。
从批次到连续:冻干技术的工业突围
传统冻干机都是批次操作,装料、预冻、升华、解析、压塞、出料,一个周期动辄两三天,能耗高得吓人。我算过一笔账,一台10平米的冻干机,光真空泵和硅油循环的电费,一年就超过15万,还不算制冷系统的电费。所以现在工业上开始折腾连续冻干技术,比如喷雾冷冻干燥——将液体物料通过雾化器喷入液氮槽,瞬间冻结成微球,然后落到真空带式干燥床上,边传输边升华,出来就是干粉,周期缩短到几小时。
三年前我考察过一家做疫苗的工厂,他们上了一套连续冻干生产线,产能一下子提高了3倍,而且产品均一性极好,因为微球的表面积巨大,升华效率奇高。但是!维护成本简直离谱,那个雾化器每隔两天就得拆洗,液氮消耗量也惊人,而且带式输送的密封很难保证,长期运行真空度会漂移。最后他们不得不配了两个专职工程师跟着转。所以除非你的产品附加值极高,比如疫苗、抗体药物,不然上连续线真的要掂量掂量。对于大多数普通食品或中药材,老老实实优化批次冻干的曲线和装载方式来得更实在。
话说回来,冻干技术远没到尽头。石墨烯加热板、高压电场辅助升华、甚至人工智能自动寻优曲线,这些都在研发中。我最近试了一个AI算法,能在运行中动态调整隔板温度,把解析干燥时间缩短了15%,还没出现塌陷,惊喜不惊喜?不过算法需要大量历史数据训练,对中小企业门槛还是高。
冻干不是一门冷冰冰的物理学,它是一门工程艺术。每一次参数的微调,背后都是真金白银的教训和经验直觉的拉锯。如果你也是个冻干人,希望这些碎碎念能让你少走点弯路——毕竟我们的青春,不该全耗在修真空泵上。😕