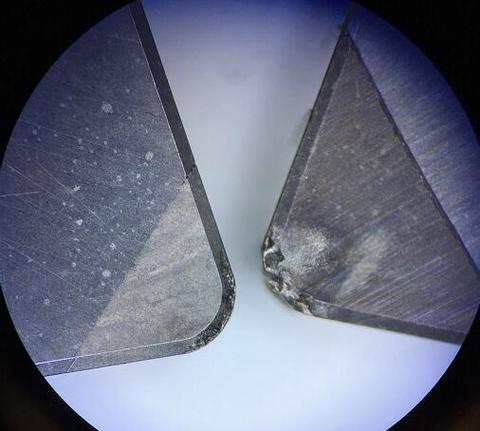
那天早上,我盯着手里那把铰刀,刃口崩了,像被狗啃过一样。明明才用了三次!全新的硬质合金铰刀,铰了不到二十个孔,就这德性……
说实话,那瞬间我有点懵。图纸上的公差要求是H7,孔壁粗糙度Ra0.8,结果铰出来的孔不是大了就是小了,而且发黑带振纹。我第一反应是:这刀有问题。但冷静下来一想——刀具是新的,参数是按手册给的,冷却液也没断。那问题出在哪?
后来和车间里一位老师傅聊了聊,他叼着烟,斜眼看了看我的铰刀,说了句让我至今都记得的话:“你进给速度太快,底孔又留得太多了。”他顿了顿,又补一刀:“而且,这活儿干之前铰刀没做跳动检查吧?年轻人……精度不是这么玩的。”
我当场就想找个地缝钻进去。但也正是那次惨败,让我真正开始琢磨铰刀这个看似简单、实则细节多到让人抓狂的玩意儿。✅
为什么一把好铰刀不是万能钥匙?
很多人觉得铰刀嘛,就是一个精密孔的“光整加工”工具,随便买一把,往机器上一装,开干。但真不是这么回事——铰刀的选择比加工本身还讲究。就拿材质来说:高速钢铰刀韧性好,便宜,但切削速度不能快;硬质合金铰刀硬度高、耐热,可你要是碰上不锈钢这种黏性大的材料,排屑不畅,一分钟不到就崩刃。❗
还有涂层。TiN、TiAlN、DLC……各种黑话。我以前迷信涂层,以为镀了金闪闪的TiN就能包打天下。后来发现,涂层不是装饰品。干切削铸铁,TiAlN确实耐高温;但如果是铝合金,你用TiN涂层反而容易产生积屑瘤,因为铝的亲和性——啊,那些坑爹的粘刀瞬间,想起来就头疼。
不过话说回来,铰刀的结构设计其实更关键。直槽、螺旋槽、左旋、右旋……你以为只是排屑方向不同?错。直槽铰刀刚性好,适合短屑材料;螺旋槽能改善切削平稳性,特别是通孔加工,右旋槽向下排屑,盲孔就得用左旋槽把切屑往外甩。这些知识要是不知道,干活时铰刀“吱吱”尖叫的样子能让你怀疑人生。
绞尽脑汁不如盯紧底孔——加工前的隐形杀手

💡 底孔!底孔!底孔!重要的事情说三遍。
很多铰孔问题,根源不在铰刀本身,而在前一道工序——钻孔。底孔留的余量太厚,铰刀切削负荷大,磨损快;余量太小,铰刀根本刮不动,变成挤压,孔表面挤得坑坑洼洼,尺寸还不稳定。一般钢件单边余量0.1~0.2mm就差不多了,铸铁可以再小一点。但真要精确,得看材料、看铰刀直径、看机床刚性。唉,说起来都是泪,我当初就是余量留了0.3mm,以为“保险”,结果铰刀直接啃废了。
而且,底孔的垂直度、圆度也超重要。你想想,如果底孔是歪的,铰刀进去就会被强迫导向,越铰越偏,最后出来的孔轴线偏斜。这时候测量孔径合格?没用。装配时轴装不进去,哭都来不及。
说到这里,忍不住吐槽:现在有些年轻加工者,把铰刀当万能修孔工具,底孔打大点就想靠铰刀“修回来”。铰刀不是镗刀,没有定心能力,它只能顺着已有孔走。这种错误思维我见太多了。❗
实战问答:那些让人头大的铰孔难题
问:铰出来的孔总是偏大,什么原因?我明明按标称直径买的铰刀啊。
答:孔偏大最常见的原因就几个:第一,铰刀跳动大。装刀后必须打表检查,刀柄、主轴锥孔、夹头都要干净,跳动超过0.01mm就得调整。第二,切削速度太高、进给太大,导致振动,把孔扩大。第三,材料让刀——比如铝件弹性大,切削力一卸,孔回弹变小?不对,实际上是切削区温度高导致热胀,冷却后孔反而缩小?这个得具体分析,但通常孔大是因为铰刀切削刃不对称或者积屑瘤粘在刃口上,把尺寸撑开了。还有个容易被忽视的:冷却不够,润滑不足,摩擦热量让孔壁膨胀,测量时尺寸对,冷却后就变了。
问:铰孔孔壁粗糙度差,有振纹或者拉伤,怎么解决?
答:粗糙度要命啊。首先检查切削液——浓度对不对,有没有变质?乳化液加足充分的润滑,尤其是加工不锈钢、耐热合金时,极压切削油是必须的。其次,铰刀后刀面磨损过大,刀带宽度不一致,会直接刮伤孔壁。你拿放大镜看看刃口,有亮带吗?有?那该重磨了。再就是排屑不畅,切屑挤在刃口和孔壁之间,像砂纸一样反复摩擦。解决办法:加大切削液流量,或改用内冷铰刀,高压冷却液直冲切削点。实在不行,换螺旋槽铰刀吧。
这些问答不是我瞎掰,而是这些年踩坑得来的教训。铰刀这东西,入门看着简单,真要做好,得懂材料科学、摩擦学,甚至一点流体力学(冷却液流场懂吧)。所以每次看到新手拿着铰刀当钻头用,我都在心里默念:哥,这是精密加工的最后一步,你悠着点。
那些年我们迷信过的“高速高效”,铰刀可不吃这一套

如今制造业都赶效率,恨不能所有工序都压缩时间。铰孔也猛提转速、狠给进给,恨不得一秒一个孔。但铰刀是个“慢性子”,它需要稳定、平缓的切削过程。通常推荐的铰削速度是钻孔速度的三分之一甚至更低,高速钢铰刀在钢件上也就8~15m/min,硬质合金铰刀可以快一点,但也不建议超过40m/min,除非有特殊涂层和刚性超好的设备。进给量倒可以适当大点,比如0.1~0.5mm/rev,保证刀吃上劲,避免摩擦发热。可一但听到“咯吱咯吱”的异响,就抓紧停机查原因,别犹豫。
再说一件让我后怕的事。有次铰一个深孔,直径20,深度120,长径比6,不算太极端。但我偷懒没用导向套,直接悬伸铰,结果刀杆偏摆,孔中段绞成椭圆形,最后全废。长径比大的铰刀,必须用浮动夹头或者加导向,有条件上导套。刚性不足,一切免谈。❗
现在回想,工业制造里的冷兵器——铰刀,真不是靠蛮力和快就能征服的。它需要你懂它,尊重它的规律,甚至,敬畏它的脆弱。
好了,啰嗦这么多,其实就想说:下次再遇上铰刀问题,别急着骂刀具商,先看看自己每一步做对了没。也许,答案就在你眼皮底下。💡