该死的精度,到底谁说了算?
材料与热处理:看不见的硬度才是硬道理
现在我选夹具,第一眼看材质单。45钢调质?我扭头就走。中高端工业夹具,基体至少Cr12MoV淬火,或者20CrMnTi渗碳淬火。为什么?疲劳变形。你夹几十次感觉不出来,夹几万次呢?定位面会凹,压板会弯,连螺杆都会拉长。去年拆过一套用了五年的气动夹具,钳口磨损肉眼可见,但真正致命的是底座——热处理只做了调质,没用真空临界淬火,内部残余应力释放导致整体扭曲0.03mm。就这一点点,全车间没人发现,所有产品同轴度集体超标。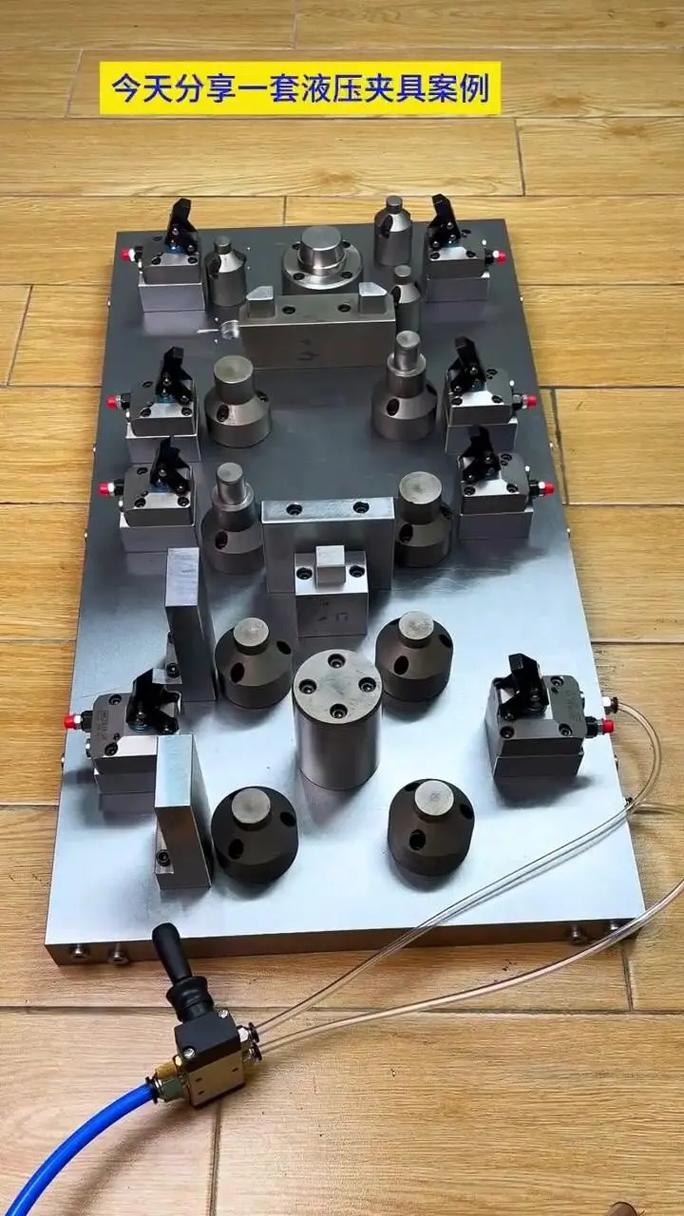
零点定位系统:装夹效率的革命?先别高兴太早
最近几年零点定位系统火得一塌糊涂。快换、高重复精度、免校调——听着像魔术。我承认,单件小批量产线上,它能把换型时间压到分钟级。但革命?别被宣传带偏了。它解决的是“快速换装”,不是“万能精度”。拉钉与定位套的配合间隙,标称2μ,实际受切屑、磨损影响,用三个月后能扩大到5~8μ。你要是干叶片、模具这些,这点误差要命。 我用零点系统最大的惊喜是减少了人为失误。操作工不用再拿千分表来回撩,插进去一拉就锁定。❗但隐患也在这里:拉紧空气检测孔一旦堵塞,你以为锁死了,其实没到位。所以必须配气检单元。还有,零点系统怕侧向力——大刀盘重切削?我给你泼盆冷水,老老实实加辅助支撑。它本质是快换接口,不是万能的刚性增强器。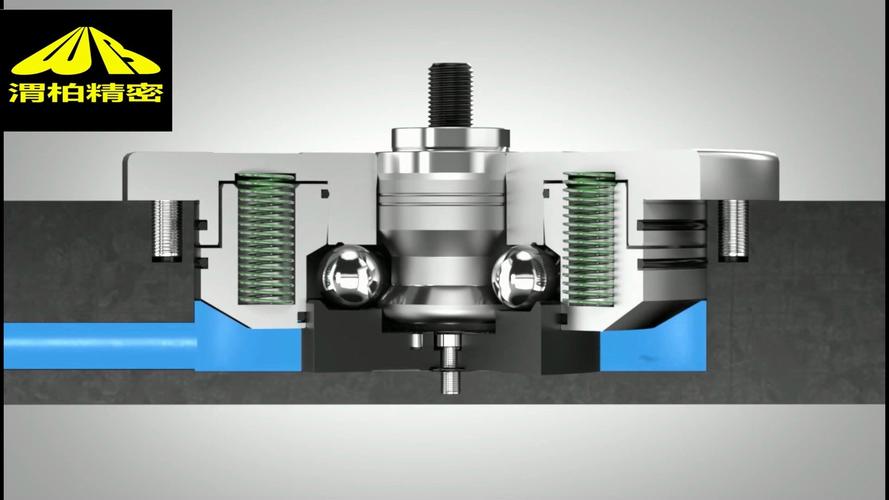
保养不到位,再好的夹具也变渣
