2026-06-23 20:16:56 作者:网编
分类:文章
做设备维护这行快二十年了,旋转接头这东西——怎么说呢,看着不起眼,真出了问题能让你半夜惊醒。一夜之间整个产线停摆,就因为这个巴掌大的玩意儿,有过这种经历的同行,咱们握个手。
前几天,一个老客户打电话来,声音都哑了:“刚换的旋转接头又漏了!导热油喷得到处都是,差点没把我吓死!” 我赶紧跑现场一看,哭笑不得:他买的那个接头,参数表上的最高温度才200℃,却用在250℃的过热水系统里。这不是在玩火是什么?
说到底,很多人对旋转接头有误解。以为它就是个简单机械件,随便选个装上就行。错了!旋转接头的选型比很多人想象的要精密得多,介质、温度、转速、压力、安装方式……任何一个参数没对,轻则泄漏,重则安全事故。
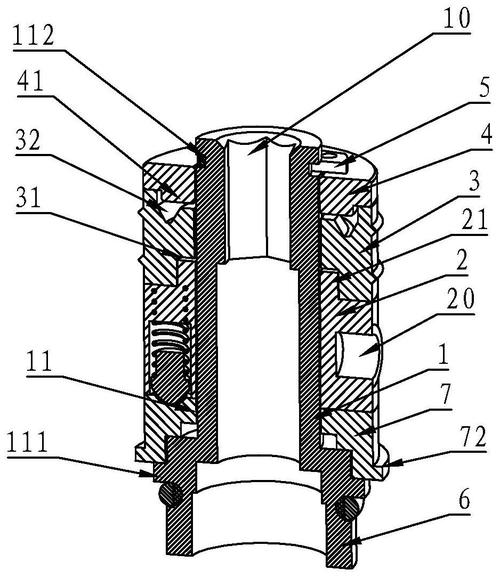 高温旋转接头结构剖面图
高温旋转接头结构剖面图
旋转接头到底是干什么的?
简单讲,旋转接头就是把流体(水、油、蒸汽、液压油等)从一个静止的管道,输送到一个旋转的滚筒或轴上,还得保证不泄漏。滚筒不停转,流体不断流。听起来像变魔术?其实靠的是精密的机械密封和轴承。但——关键就在这个“但”字——不同的工况对密封形式和材质要求天差地别。
问:我用的是蒸汽加热辊,温度180℃,转速才30转/分钟,用哪种旋转接头合适?
答:蒸汽工况必须考虑高温和冷凝水。通常推荐石墨球面密封或SiC(碳化硅)密封面的旋转接头,配耐高温O型圈(比如全氟醚橡胶)。千万别用廉价橡胶圈,几天就硬得像石头。另外,蒸汽旋转接头一定要有凝水排放设计或者外部疏水,否则水锤效应会要命。
我见过一个清洗线上的案例,用的是普通水,但水中含有细微磨料,半年不到密封面就刮出一道道沟。后来改用硬质合金配碳化硅的旋转连接器,两年没再动过。说实话,介质洁净度这个事,很多人刚开始选型时根本不看,出了问题才到处问——晚了。
 多通路旋转接头安装现场图
多通路旋转接头安装现场图
多通路旋转接头:空间魔术师的棘手之处
现代设备越来越紧凑,一个旋转轴上恨不得同时通油、通水、通气。多通路旋转接头就应运而生。但它带来了新问题:通道之间的密封隔离一旦失效,不同介质窜腔,液压油混进水,整个油箱都要换。烦不烦?
问:我们新设备上用了一个四通路旋转接头,运行一周后发现液压油里有水,拆开检查密封环没看出大问题,是什么原因?
答:这种“隐窜漏”最头疼。可能的原因:(1)密封隔套的O型圈安装时轻微扭曲,高压下发生微泄漏;(2)各通道压力差太大,低压通道密封被反向压坏;(3)中心轴或外壳体加工同轴度不够,跳动过大导致密封面脱离。建议检查通道间压力差是否在设计范围内,并测量旋转时的径向跳动量,不能光凭眼看密封环。
我常跟徒弟唠叨:多通路旋转接头的安装精度,要求比单通路高一个数量级。轴头跳动超过0.05mm就要当心。还有,固定接头的支架必须独立支撑,绝对不能让它跟着管道乱晃!
高速高温旋转接头:别被“耐温”忽悠了
高速和高温,是旋转接头的两大杀手。很多厂家标称耐温300℃,但那是密封材料的极限温度,寿命根本扛不住。实际长期使用温度,至少打个七折。高速更不用说,转速一上去,密封面摩擦热蹭蹭涨,散热跟不上,密封件迅速老化。
有一次去一个印染厂,设备用的是进口高速旋转接头,最高转速标称5000rpm,他们开到4500rpm,一个月换一个轴承。拆下来一看,轴承润滑脂都烧干了。问题出在哪?他们没有加冷却循环回路!高速旋转接头必须强制冷却,要么外部供油循环润滑,要么壳体设计冷却夹套。就这一条,能省下好多维修费。
选购旋转接头时,千万别光看价签。一个便宜货可能三个月就报废,停工损失远超过接头本身几十倍。我一般建议:关键工位,优先选有压力平衡设计的密封结构、带泄漏回收口的产品,出了问题早发现,不至于酿成大祸。
 旋转接头泄漏检测与维护示意图
记得刚入行那阵,师傅让我去仓库领“回转接头”,我都不知道那是啥。如今经手的旋转接头不下上千个,爆过管、烧过轴承、拆过无数台,越发觉得这玩意儿——小零件,大智慧。设备上的每个接口、每道密封背后,都是血的教训堆出来的经验。
最后啰嗦一句:旋转接头的命名有时候混乱,旋转接头、回转接头、旋转连接器,基本是一个东西,但技术参数表千万要细读。别凭想象下单,别因为“以前用过”就掉以轻心。工况变了,照样翻车。
旋转接头泄漏检测与维护示意图
记得刚入行那阵,师傅让我去仓库领“回转接头”,我都不知道那是啥。如今经手的旋转接头不下上千个,爆过管、烧过轴承、拆过无数台,越发觉得这玩意儿——小零件,大智慧。设备上的每个接口、每道密封背后,都是血的教训堆出来的经验。
最后啰嗦一句:旋转接头的命名有时候混乱,旋转接头、回转接头、旋转连接器,基本是一个东西,但技术参数表千万要细读。别凭想象下单,别因为“以前用过”就掉以轻心。工况变了,照样翻车。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:旋转接头选型踩坑实录:从爆管到平稳运行的实战指南
文章链接:https://www.zystgy.cn/a/53753