做了十五年机械设备,我敢说——至少有三成故障,根子在烂软管上。去年那台液压站漏油,查了半天,最后发现是回油管用了根杂牌PVC,半年不到就硬化开裂。客户指着鼻子骂,我恨不得把采购拎过来示众。塑料软管这东西,看着不起眼,真要较真起来,坑多得能写一本书。
可偏偏不少人觉得“管子嘛,能通就行”。唉,真要这么简单,我白头发也不至于这么多。
✅ 材料决定“生死”:PVC、PU、PE、PA到底怎么选?
先说最常见的PVC软管。便宜,透明,五金店满大街都是。但是——注意这个但是——耐温性极差,一到零下就硬得像棍子,超过60℃又软趴趴,还容易析出增塑剂。搞气动工具时用过一次,冬天早上车间里,管子弯都弯不动,工人差点拿开水烫!后来全换了PU软管,舒服了。
PU就是聚氨酯。弹性好,耐磨,耐低温(-40℃没问题),耐油也还行。不过价格嘛,大概是PVC的三到五倍。有一次做自动化设备,客户预算压得死,我犹豫再三还是坚持用了PU。结果客户用了半年特意打电话来谢我——说隔壁厂用的便宜管子,已经换了两批了。值不值?太值了。

至于PE软管(聚乙烯),化学稳定性好,适合输送酸碱之类的介质,但柔软性差点,弯曲半径大。PA软管(尼龙)耐压高、耐高温,能到120℃,可柔韧性又不如PU。还有硅胶管、氟塑料管那些高端货,价格上天,一般用不起。选材料没有“最好”,只有“最合适”——这句不是废话,是血泪教训。
讲个真事:某食品厂输送果汁,图便宜用了工业级PVC管,结果色素迁移,整批产品报废。哭都来不及。食品级必须用食品级塑料软管,比如符合FDA的PU或硅胶。千万别在这上头省钱。
💡 一问一答:选型时的纠结
问:塑料软管耐多少温度?我看产品参数写着-10℃到80℃,实际真能达到吗?
答:参数归参数,实际是另一码事。很多厂家标称的耐温范围是“瞬间”或“不承压”状态下的。你要是长期带压运行,打个八折吧。比如标80℃的PVC管,持续通70℃流体,三个月后肯定变硬。而且软管老化是从内层开始的,外表看不出来。我的经验:实际使用温度最好比标称上限低15-20℃。低温也是,管子冻硬了突然弯曲,直接裂开。务必留裕量。
问:为什么同样材质的软管,价格差好几倍?
答:新料和回收料,天壤之别。用回收料做的管子,颜色发暗,有气泡黑点,味道刺鼻。寿命可能只有新料管的三分之一。还有壁厚公差——便宜货壁厚不均,耐压直接打折扣。我见过最夸张的,标称耐压1.0MPa,实际0.4MPa就鼓包了。采购时要样品切开看截面,拿卡尺量,别只看价格。❗
⛓️ 工况:压力、弯曲、介质,一个都不能漏
很多同行选塑料软管时只看口径和长度,其余一概不管。真要命。说说压力:你标的1.0MPa,是爆破压力还是工作压力?爆破压力通常要除以3到4倍安全系数,才是工作压力。而且温度升高,耐压会骤降。PU管在60℃时承压能力可能只有常温的一半!这要是没算进去,迟早崩。
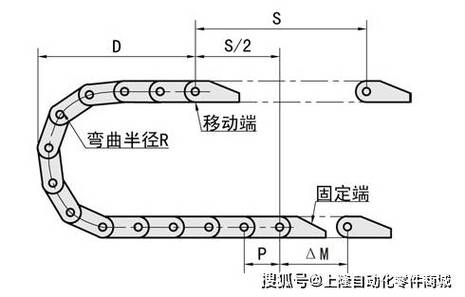
再讲弯曲半径。软管在运动设备上要走拖链,弯曲半径不够,管子会被折死弯,内部损伤肉眼不可见。我们厂做过测试,一根PU管在合理半径下可以弯折上百万次,但半径过小,几千次就裂了。安装时最好用软管保护弹簧或者规定弯曲半径的架子。别嫌麻烦。
介质相容性更是隐形杀手。有些化学溶剂能让软管几天就溶胀,比如酮类、酯类对PU有侵蚀作用。之前给一个喷涂设备选管,没注意稀释剂成分,管子内壁溶胀脱落,堵了喷头。后来查了化学兼容表才知道,必须用特氟龙软管或特定的PE管。现在接项目,我都让客户提供完整的介质清单。
还有个常被忽视的:静电释放。输送易燃液体或粉末时,软管必须能导静电,否则摩擦产生的静电放电可能引起爆炸。普通塑料是绝缘体,所以有专门的内嵌金属丝或添加导电炭黑的防静电塑料软管。这不是选配,是安全底线❗
🔩 接头与连接:别让细节毁了全局
软管再好,接头没压好也是白搭。常见的有宝塔接头、快插接头、卡套式接头。宝塔接头简单,但管子套上去必须用卡箍拧紧——手拧可不够,要用专用工具或者至少用螺丝刀拧到簧片变形。快插接头方便,但只适合低压气动,液压上用就是等着爆开。还有,软管内径与接头外径要匹配,太松会脱,太紧硬塞进去管子口会撕裂。压接式接头需要专用设备,现场修起来费劲,但密封可靠性最高。这一点,在高压塑料软管领域尤其重要。
有一回维修一台注塑机,冷却水管接头老是渗水,换了好几个生料带都不行。最后发现是软管老化内壁不平,接头拧再紧也有缝隙。直接裁掉一段重新接,立刻解决。所以,漏水漏气先查软管口!
好了,今天说得够多了。其实塑料软管这个领域,值得一聊的细节三天三夜也说不完。最后奉劝一句:别等出了事故才重视,选型时多花点心思,后期能少熬无数个夜。也别太信厂家宣传,能实测的实测,不能实测的让供应商提供第三方的检测报告。🛡️