干机械这行快二十年了,第一次见激光焊接,是在一个客户的车间里。那会儿我心想——这玩意儿不就是放大版的激光笔吗,能有多神?后来,脸被打得啪啪响。真的,啪啪响。有时候技术这东西,不用则已,一用就发现之前的焊接方式简直像拿锤子敲芯片。不过话说回来,激光焊接也不是包治百病的仙丹,今天就跟大伙儿唠唠我这些年用的真实感受,有好有坏,全是干货,不带半点水分。
激光焊接到底是个什么鬼?
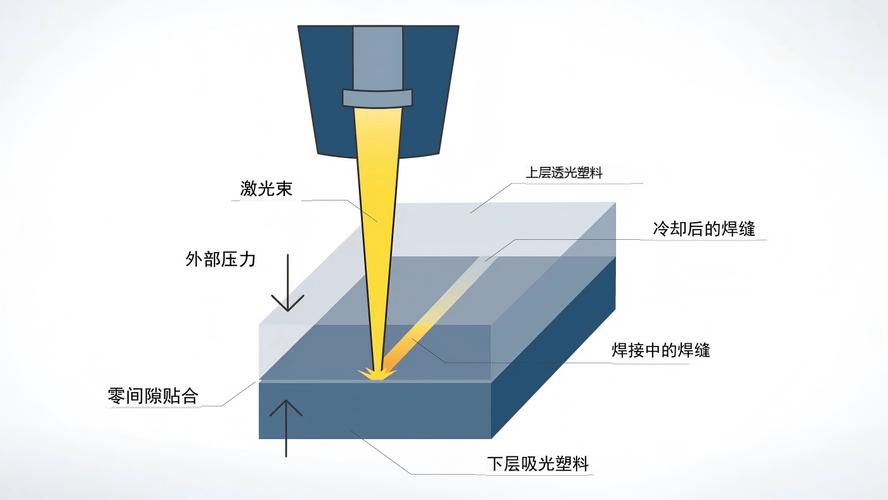
简单粗暴地讲,就是用一束高能量密度的激光照在金属上,瞬间把它熔化,甚至气化,从而实现连接。注意,是瞬间。不像氩弧焊还得划拉半天引弧。激光焊接的热源就是光,经过透镜聚焦后,那个光斑直径可以小到几十微米——什么概念?比头发丝还细。能量集中得变态,所以焊接速度极快,变形极小。我记得第一次操作光纤激光焊机时,手抖了一下,结果焊缝偏了0.1毫米,整批工件报废。心疼得我三天没睡好觉。❗
但是,激光焊接并不是什么材料都能搞定。高反射材料,比如铝、铜、金,就得用更高功率或者特殊的波长,否则激光打上去跟照镜子似的,能量全反射走了,焊个寂寞。有一次我焊黄铜,没调好参数,激光一开,火花四溅,差点把防护镜打穿——从那以后我焊铜件都躲得远远的。
从原理上看,焊接模式又分热导焊和深熔焊。热导焊能量低,熔池浅,像摊大饼,适合薄件;深熔焊则是激光能量大到能把金属汽化,形成一个小孔,小孔贯穿工件,熔深极大,看着就像一把光剑插进去。你说爽不爽?爽。但是参数调不好,小孔不稳定,焊缝里全是气孔,那叫一个糟心。
我为什么对激光焊接又爱又恨
爱它,是因为它真的快。传统焊接一个工人一天能焊多少个工件?激光焊接,一个工位配上机械手,咔咔咔,产量能翻好几倍。而且焊缝美观,不用打磨,省工省料。爱它,还因为它能焊很多传统工艺碰不了的地方:异种金属、微精密零件、甚至透明塑料——激光焊接可不只是金属的专利。
恨它呢?首先,贵。一台稍微像样的激光焊接设备,动辄几十万。光纤激光器还好点,固体激光器更是个吞金兽,维护费用高得离谱。其次,娇气。工件装配精度要求变态,间隙必须控制在0.1毫米以内,不然激光漏过去,焊缝直接就断了。我见过有工厂买了设备,结果因为自家钣金件精度太差,愣是没法用,最后设备吃灰。你说气不气?

还有,安全问题不能忽视。激光不可见,但反射、漫反射都能伤眼睛。我们车间曾经有个学徒,摘了护目镜偷瞄了一眼,眼睛疼了一礼拜。现在想起来都后怕。所以,光路防护、报警连锁一样不能少。⚠️
前几天还有个同行问我:“激光焊接能焊多厚?”我差点把刚喝的茶喷出来。这事儿可不是一句两句话能说清的。
问:激光焊接通常能焊多厚的材料?
答:看功率啊兄弟!如果你用的是千瓦级的低功率激光器,也就1-2毫米不锈钢顶天了。但如果是万瓦级的大家伙,配合深熔焊,单道熔深能到20毫米甚至更深。不过一般工业生产里,超过10毫米的钢板,我不太建议单纯用激光焊——要么拼复合工艺,要么直接上电子束焊。因为厚板激光焊缝特别容易产生根部缺陷,而且晶粒粗大,韧性下降。说实话,别被厂家忽悠,他们肯定说能焊得跟豆腐似的。
另外一个经常被问到的是:“激光焊接和传统焊接比,强度到底行不行?” 我当初也有这个疑问,后来做了一批拉伸试件,数据摆在那。
问:激光焊缝的强度能和氩弧焊比吗?
答:强度分很多种,静态抗拉强度通常没问题,甚至超过母材,因为激光焊热影响区窄,晶粒细小。但疲劳强度就不好说了,如果焊缝余高处理不好,有应力集中,寿命还不如普通焊。我有一朋友做自行车架,用激光焊铝合金,轻是轻了,但测试时断裂全在焊缝边缘,后来加了焊后热处理才解决。所以,强度这件事,不能一概而论,得看具体钢种、板厚、工艺匹配。讲真,别只看厂家给的华丽数据,自己试焊、做检验才是王道。💡
选设备时,我摔过的跤够写本书了
市面上的激光焊接设备五花八门:从几十万一台的手持式,到几百万的多轴联动系统。手持激光焊这几年特别火,便宜,上手快,广告吹得天花乱坠。但我得泼盆冷水:如果你想着用两三万的手持机干精密件,那是做梦。那玩意儿热输入稳定性差,焊接速度靠手来控制,焊缝一致性?不存在的。不过你要是用来修修补补,或者做些粗糙的钣金活儿,倒是个神器。我之前帮一个小工厂选了台国产品牌手持焊,老板乐得合不拢嘴,说效率翻倍。可等他接了批医疗器械的单子,直接傻眼——精度不够,返修率太高,最后还得找我借光纤激光专机。所以,买设备之前,先搞清楚自己到底要焊什么、精度要求多高,别冲动消费。对吧?
自动化激光焊接系统水就更深了。激光器选光纤还是碟片?冷水机国产还是进口?送丝机构要精度多高?防护罩是四周封闭还是光路封闭?每一项都能让你纠结到天亮。我自己的经验是:宁可前期多花时间做可焊性实验,也别轻信供应商的方案。他们经常拿理想材料给你打出天衣无缝的样件,实际一上产线,问题全冒出来。比如有次,某供应商演示时焊接速度飙到8米每分钟,焊缝完美。我们签合同后,发现车间环境振动大了点,结果跟踪系统跟不上,焊缝蛇形走位。后来加钱装了主动防震平台才搞定。这些坑,不亲自踩一遍,根本想不到。
这些年,我越来越觉得,激光焊接不是孤立的技术。它要配合高精度夹具、在线监测、甚至智能化参数自适应系统,才能发挥真正威力。单纯买台设备就能接单的时代过去了。现在拼的是系统集成能力和工艺积累。有时候我会怀念以前拿焊钳的日子,简单、直接……可一看到现在能焊出0.05毫米细缝的精密器械,又觉得这行真他妈的酷。
最后啰嗦一句:如果你正打算上激光焊接项目,先别急着掏钱。多跑几家用户现场,多看看人家实际在焊什么,多聊几个操作工。设备参数表不能告诉你,激光器夏天容易结露停机;不会告诉你,保护气体纯度差一点,焊缝立马发黄。这些才是你将来要面对的真实。技术再先进,落地时全看细节。就这样吧,该去调我的焊接参数了。