但别急。
脑子一热买设备的人,十个里有八个会后悔。为啥?因为它确实挑活儿,还挑人。

清洗力度的迷思:软硬不吃?
干冰颗粒打在表面,靠的是瞬间气化膨胀的微爆破和温差剥落。没水,没溶剂,看着干净利落。可你要是拿它对付厚锈壳或者车间地坪上的陈年油垢,大概率会骂娘。别问我怎么知道的,我试过。
✅ 轻油污、粉尘、漆皮、助焊剂残留——它的点心。
❗ 重锈、硬水垢、硫化层——它的硬骨头。
所以入手前,一定得搞清楚自家脏污是什么路数。盲目上马,就是浪费钱。有个做压铸的朋友,花三十万买了台进口机,结果模具纹路太深,颗粒反弹散射,根本打不到死角——现在那机器在角落吃灰。
噪音与安全:被忽视的魔鬼细节
有人觉得,干冰清洗无非就是“喷砂机换个料”。大错特错!干冰气化后二氧化碳浓度飙升,通风不畅的密闭空间能直接撂倒人。有一次我们在储罐内壁清洗,没带便携式检测仪,干到一半我就开始胸闷——现在想起来都后怕。
噪音更是噩梦。喷枪出口能到120分贝,不戴降噪耳罩纯属自残。可很多厂家为了快,根本不提这茬。唉,正经的培训材料上写得清清楚楚,偏偏没人看。
问:干冰清洗对基材到底有没有损伤?会不会影响精度?
答:这问题得拆开说。对金属基材,只要不是长时间怼着一点喷,几乎无磨损——因为干冰莫氏硬度才2左右,铜铝都伤不了。但涂层、镀层、薄壁件就另当别论了,我们实测过,0.3毫米厚的铝合金薄板,喷枪距离20厘米,停留超过5秒就出现明显变形。所以模具清洗、电气柜除尘很放心,精密件就要调参数。
问:买设备还是找服务商?怎么选才不挨宰?
答:如果你是间歇性清洗,或者工件种类频繁变化,听我一句劝,找靠谱的服务商。单次服务费看着高,但省了设备折旧、耗材和人工培训。反之,产线天天用、清洗量超大,买设备划算,但得留出专人钻研工艺。干冰颗粒的密度、粒径、进给速度,对效果影响非常大,没调好就是“洗了个寂寞”。
另外,别光盯着设备价格。干冰耗材贵得肉疼,一公斤工业级颗粒差不多十几块,一台中等功率设备一小时能吃30公斤。而且干冰不能久放,一天损耗率能到8%,储运成本都是隐性开支。
环保光环下的另一面
干冰清洗最吸引人的就是“无二次污染”。没有废水,没有化学残留,确实省掉了环评和危废处理的一大堆麻烦。可这份功劳,有时也被夸大了。气化产生的二氧化碳并非零碳排,虽然量不大,但在空调车间或食品厂,排风系统得实时抽走废气,否则室内空气质量直线下降。
还有噪声。环保局现在盯得紧,有些园区对厂界噪声有硬性要求。你要是露天作业,喷枪一响,左邻右舍投诉电话立马到。我帮忙改造过一个清洗棚,光是隔音就花了七万。
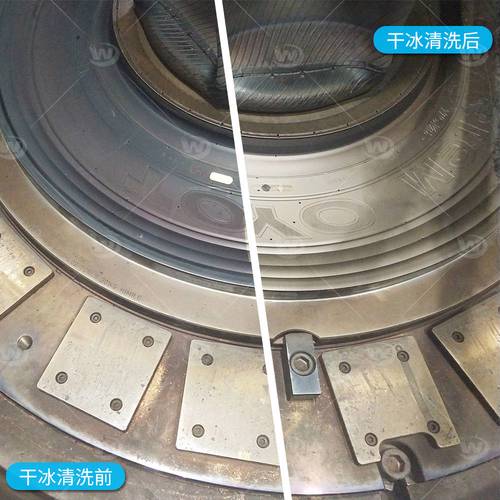
说实话,这个技术本身是好的。尤其在轮胎模具、核电去污、食品生产线这类对洁净度要求变态的场合,它几乎不可替代。可一旦被销售吹上天,就成了“包治百病”。我特别反感某些代理商,拿着汽修厂除积碳的视频到处忽悠精密加工厂,根本两码事。
💡 选型建议:拿不准的情况下,先拿几个典型工件去做测试。记得带秒表,记录单件清洗时间;用表面粗糙度仪或高倍放大镜看看有无亚表面损伤;算清楚每平米综合成本——耗材、人力、电力、设备摊销全摊进去。数字不会骗人。
问:干冰清洗能替代传统喷砂吗?
答:看场景。干冰的优势是无需拆卸、在线清洗、无残留,适合精密部位。喷砂粗糙度高、效率猛,适合简单粗暴的除锈。有些厂子把两者结合,先用喷砂除去厚锈,再用干冰清死角,既快又净。千万别二选一,成年人不做选择题。
最后啰嗦一句:操作工培训真的不能省。我见过太多人把喷枪当水枪使,离着半米远匀速横扫,结果油污没下来,颗粒全崩脸上了。角度、距离、走枪速度,都有讲究,这东西,三分机器七分手艺。