去工厂转一圈,能看到多少热气往外冒?烘干机排出的湿热空气,空压机房吹出的热风,还有窑炉烟囱里翻滚的灼热气流……说实话,每次看到这些,我都在心里算一笔账:这哪是废气,简直就是在烧钱。问题是,很多老板并非不知道能回收,而是觉得“太麻烦”或者“不划算”。可真是这样吗?
为什么余热会白白被放弃?三个最常见的借口
第一个,温度太低,没法用。低于200℃的热源经常被当废热,这观念得改。第二个,热源波动太大,回收起来不稳定,设备扛不住。第三个,算账算不清——投入几十万,多久能回本?没人能打包票。
但现实是,能源价格这两年涨得让人心惊肉跳,电价、天然气价轮番上阵,你不回收,竞争对手回收了,成本差距就是利润差距,不跟你开玩笑。

那么,什么技术能把这些“低品位热”吃干榨净?高温热泵绝对是当前最值得关注的,没有之一。它能把30~80℃的废热提升到100~160℃,直接供回生产线使用。原理不玄乎,就是压缩机的功劳,把低压制冷剂压缩成高温高压气体,再通过冷凝器放热。但关键是,现在的磁悬浮压缩机技术成熟了不少,效率比早几年提高了30%以上,维护成本还低。不过,要想系统真正稳定,换热器抗结垢设计和对工质泄漏的监控一样不能马虎。某食品厂用了这套系统烘干饼干,把原本排掉的40℃湿热空气回收升温至120℃,每吨产品能耗下降了45%,老板见人就夸,说这钱花得值。

杀手锏不只一个:有机朗肯循环(ORC)发电
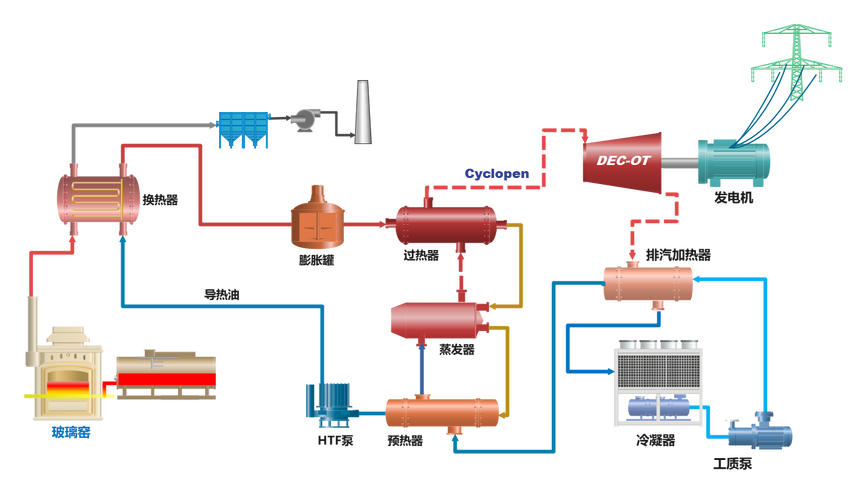
如果废热温度在150℃以上,直接发电或许更划算。这时候,有机朗肯循环就该上场了。不像传统蒸汽朗肯循环烧水,ORC用低沸点有机工质,比如R245fa或者戊烷,几十度就能化成高压蒸汽,推动膨胀机发电。一套200kW的ORC机组,如果废热稳定,三年内回本很正常。但是,但是!热源必须稳定,要是三天两头停机,那投资肯定打水漂。前一阵去看一个玻璃窑炉的余热发电项目,烟气温度稳定在400℃,上了两台ORC,每天发电量接近5000度,厂里自用还有余,并入电网还能拿补贴,简直爽翻。
有人会问:那蒸汽再压缩(MVR)呢?用在蒸发浓缩上确实节能效果明显,但它不算纯余热回收,更多是提高蒸汽品位的技术,不提也罢。
⚠️ 投资前,请先回答这几个问题
问:我们工厂的热源多变,有时200℃,有时只有80℃,怎么选设备?
答:这种情况最让人头疼。单一技术很难吃透,可以考虑梯级利用:高温段先用ORC发电,中温段用热泵提温供热,低温段还能加热生活热水或者预热空气。虽然系统复杂,但有集成商能搞定,主要是控制逻辑要跟上。不过实话实说,投资会高出一截,得仔细核算。
问:我听说很多余热回收项目最后都成了摆设,到底哪里容易出问题?
答:最大的坑,是低估了换热器结垢。废气里带粉尘、油污,换热器几天就糊一层,效率直线下降。一定要设计在线清洗装置,或者选不易结垢的板型,否则再好的技术也白搭。还有一个坑是流量波动,热泵压缩机最怕频繁启停,设计缓冲罐和并联机组能解决不少问题。
说到这,还想吐槽一下:有些厂家推销时把参数吹得天花乱坠,什么COP能到6,但那是实验室工况,现场打个七折很正常。所以合同里一定要约定性能保证,验收时真刀真枪测一周数据,别光看厂家给的那张纸。
别只盯着技术,模式创新同样重要

如果不想一次性掏大笔钱,合同能源管理是个路子。由节能公司垫资建设,用省下的能源费分期付款,实现了真正零风险。我知道一家纺织印染厂,就这样上了一套300kW的高温热泵,从废水中回收热量加热染色用水,每年省下160万天然气费,跟节能公司五五分成,老板笑得合不拢嘴。
所以,余热回收这件事,根本不是什么高不可攀的前沿技术,它就是个“习惯”问题。你得习惯把热能当成资产去管理,而不是随手丢弃的垃圾。下一次再经过冒着热气的排风口,希望你能停下来想一想:这里面,是不是能抠出几万块的利润?
✅ 行动建议:如果真想干,先做一个月的数据采集,搞清楚热量分布和时间规律,再找三家有工程案例的方案商出对比,别憋着。