工业链条这玩意儿,怎么说呢,太常见了。常见到很多人几乎忘了它的存在。直到——啪的一声,断了。生产线停了,所有人跳脚。然后第一反应就是:“这链条质量不行!” 说实话,我干这行二十年了,见过太多这样的冤案。链条本身有苦说不出。
上个月去一家水泥厂,两百多米的斗提链条,半年换了三回。老板脸红脖子粗地对着供应商吼。我到现场一看,乖乖,链轮齿形都快磨平了——跟链条一点关系没有。换句话说,链条失效往往是系统问题,不是单一零件问题。但大家习惯了拿链条当替罪羊。
断链、磨损、腐蚀……根源到底在哪
谈工业链条失效,你得先接受一个扎心的现实:没有不坏的链条。所有链条都会磨损,区别只在于是三年坏还是三个月坏。而让寿命打折扣的元凶,经常不是材料不够强,而是——
跑偏。对,就这么简单。我见过一台输送设备,链条跑偏到侧板硬磨链板,刮出一道道深沟。操作工居然说“有声音好一阵了,以为正常”。❗ 跑偏带来的偏载,能让链条局部应力飙升五六倍,连疲劳极限都被碾成渣。还有张紧不当。太松了,链条在链轮上跳着走,冲击载荷直接把销轴打弯;太紧了,内部预张力吃掉大半工作载荷,加速磨损。

另一种常见情况——润滑失效。链条是精密偶件,销轴与套筒之间、滚子与套筒之间,那点微米级的油膜要是没了,就变成金属干磨。然后呢?磨出红色铁粉,间隙扩大,节距变长,最后爬链、跳齿。我曾经拆下一条“尸体”链条,销轴表面都发蓝了,那是高温过烧。一问,用的黄油——普通锂基脂——工况温度两百多度,润滑脂早碳化了。所以,不是什么油都能往链条上抹。
还有腐蚀。食品厂、化工厂、海边的设备……链条表面看着还行,其实链板内侧、套筒缝隙锈得厉害。腐蚀坑成为疲劳源,裂纹一旦萌生,断链只是时间问题。这时候,选不锈钢链条或镀镍链条是最直接的解决方案。但成本高对吧?所以很多厂选择“勤换”——其实算总账更贵。
选型,不能只看手册上的抗拉强度
选工业链条时,大部分人的做法:算算载荷,翻样本,找个安全系数大于8的型号,完事。这路子,不出事才怪。为啥?因为静态抗拉强度只是基础门槛,实际链条在跑起来之后,要应对的是:
- 频繁启停的冲击载荷——尤其电机直启,扭矩峰值吓人。
- 多排链条的偏载——如果链轮对中不好,只有某一排吃力。
- 环境温度导致的材料性能变化——普通链条超过150℃硬度就往下掉。
- 微动磨损——在振动工况下,静止的配合面反而更容易坏。
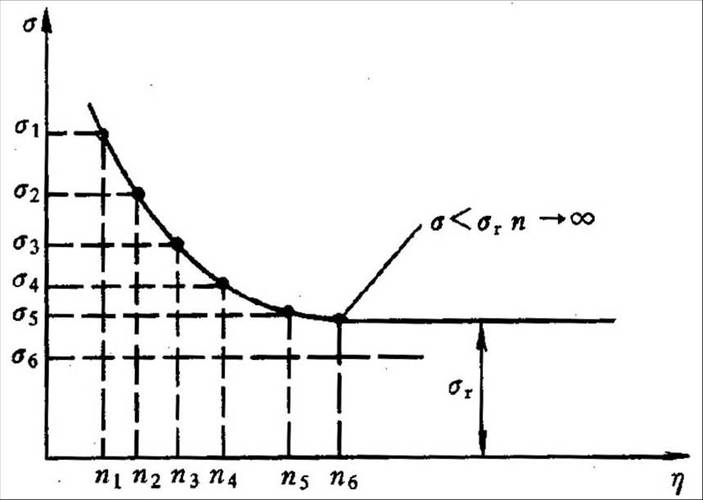
举个例子,标准的80级起重链条,手册标称破断力是多少多少吨。但如果用在剧烈冲击的破碎机上,可能不到三分之一破断载荷就疲劳断裂了。所以我一直强调,选链条得看疲劳极限,而不是静态强度。欧洲链有FAT等级,美国链有疲劳额定值,国产链条这方面数据常常缺失——这就是风险点。
再一个,很多人分不清传动链、输送链和提升链。传动链条(如滚子链)主要用于传递动力,转速高、对精度要求苛刻;输送链条(如板式链、空心销轴链)自己带着附件跑,速度慢但载荷变化大;提升链(如叉形链、圆环链)往往垂直提升重物,安全系数要求极高。混用?不出半年准报废。
另外说个最近的感触——仿冒链条。市面上打着“德国技术”、“进口材质”牌子的太多了。拆开一看,套筒渗碳层浅得可怜,销轴表面硬度不均匀,链条节距偏差大……这种链条跑起来振动大、噪音高,寿命连正品三分之一都不到。但价格便宜40%。有些采购就图便宜,哎,最后维修费、停产损失加起来,够买十条原装链。
安装与维护,那些要命的细节
链条安装绝不是“挂上去收紧”就完了。很多工人喜欢用管子套在扳手上死命拧张紧螺栓——这是错的。正确的预张紧应该是:设备运行几小时后,链条会自然伸长一点,这时候再重新调整。初始张紧力大了,链条内部应力直接超标。
还有对中。用直尺靠一下链轮侧面?不够。必须要打百分表或者激光对中。两轴不平行,链条会侧向受扭;链轮轴向错位,会导致链板侧弯疲劳。我见过一次,链条跑不了两天就断,最后发现电机底板没垫平,差了3毫米。3毫米啊,要命。
润滑方式也值得细说。滴油润滑、油浴润滑、刷油、自动喷油……选用哪种,得看链速。低速重载(<2m/s)可以用脂,但必须定期清理旧脂、上新脂。中速(2-8m/s)必须滴油或油浴,而且要控制油量,太多甩油污染,太少润滑不足。高速链条(>8m/s),必须强制喷油润滑,甚至油雾润滑,并且链罩要密封。还有,高温链条必须用合成油、石墨或二硫化钼润滑剂。
还有一个极易被忽略的点——链条的存放。有些厂链条买回来扔在露天,风吹雨淋。出厂时的防锈油几个月就失效,链条安装前就已经发生锈蚀。尤其是套筒和销轴之间存水,运行后锈屑变成磨料,加速磨损。所以,链条必须室内存放,上架,保持干燥。
你关心的那些问题,直接问直接答
问:链条长了能截掉几节继续用吗?
答:视情况。如果链条因磨损节距变长(标准滚子链测量规定节数长度超过极限的3%),那即使截短也是整条链磨损,与新链轮啮合会跳齿。必须整条更换。但如果只是轻微拉长,且没有超过伸长极限,可以张紧使用——但链轮也磨损了的话,新旧混用,新链用旧轮或旧链用新轮,都会快速失效。建议链轮链条成套换。另外,截链时必须用专业拆链器或磨掉铆头,不能用锤子硬砸,会损伤链板孔。
问:不锈钢链条是不是永远不锈?
答:大错。普通304不锈钢链条在氯离子环境中照样生锈,比如海边盐雾、某些清洗液。而且不锈钢链的承载能力比同规格碳钢链低不少(约低20-30%),因为它不能通过热处理达到高硬度。如果追求耐腐蚀又高强,可以选析出硬化不锈钢(如17-4PH)或镀镍/渗锌处理的合金钢链。另外,食品级链条还有自润滑衬套(比如铜基、PTFE基),免加油也能用。
问:链条跑偏了怎么调都调不好,问题出在哪?
答:别光调张紧。先查链轮齿磨损,如果齿形单侧磨损,换轮。再查轴平行度和链轮共面度,用激光或平尺加塞尺。还有机架刚性——机架变形也会导致跑偏。最后检查链条本身是否有死结(某节不灵活)或扭曲。一项项排查,总能找到元凶。
总之,工业链条这行,看似简单,实则处处是坑。你尊重它,把它当作一个精密传动部件去对待——测对中、选对油、控制张紧、监控磨损——它就能勤勤恳恳跑好几年。如果你把它当粗笨铁链随意糊弄,那它就敢在最关键的时刻给你颜色看。别问我是怎么知道的,都是摔打出来的教训。