去年帮一家汽配厂做诊断,老板带我看新车间,宽敞明亮,设备一字排开,乍一看挺气派。可我绕了一圈,眉头越皱越紧——物料从进料到成品,绕了将近一公里!操作工每天光走路就得两万步,难怪产量卡在瓶颈上不去。老板还在旁边介绍:“张工,这可是我们花了大价钱请人设计的……” 我当时没忍住:“这布局,是用来生产,还是用来跑马拉松的?”
说实话,干了二十年工业工程,见过太多工厂在布局上栽跟头。有些是建厂时的历史遗留问题,有些是盲目扩张自己堆出来的。但最可惜的,是那些明明可以改、却从没意识到问题的企业。利润?就这么被糟糕的物料搬运、多余的库存、交叉的路径一点点吃掉了。
你以为的直线,其实是利润的弯路
很多人有个执念:生产线要拉直才漂亮。客户参观时指点江山——“我们这条线,从投料到成品,一气呵成!” 可私下里我跟生产主管聊天,他苦笑:换型调机得停半天,在制品堆成山,所谓的“一气呵成”后面藏着无数等待和搬运。❗
精益布局的核心从来不是好看,而是流动。物料怎么流、信息怎么流、人怎么动,这些动态的玩意儿才决定生死。我见过最妙的布局,是个做精密连接器的车间,设备挤得跟迷宫似的,可人家单件流玩得飞起,从原料到出货不到六小时。反观那些大直线车间,在制品够用一个月,周转慢得像老牛拉车。
这里有个概念得扯清楚:单元式布局(Cell Layout)。它不是让你把设备摆成一坨就完事,而是要根据产品族、工艺路线重新组合。比如轴套类和法兰类,原本各自在不同的加工区,转序要跨大半个车间;按成组技术凑一起后,运输距离缩短 60%!这可不是我瞎吹的数据——去年做的一个项目,光搬运人工成本就省了一年二十万。
不过话说回来,单元化也不是万能药。有些大批量少品种的产线,直线反而更好。但中国工厂多数是小批量多品种,这时候还死守直线,就是跟自己过不去。那些老外总说 flow shop 和 job shop 要区分,可我们很多厂是混在一起搅稀泥,能不出问题吗?
人,才是布局里最贵的变量
聊布局光盯着设备就太天真了。操作工每天弯腰多少次?伸手够物料会不会扭到腰?灯光有没有刺眼?这些屁事,直接影响效率和良率。有一次我去一个组装车间,工作台高度统一 85cm,结果高个子全窝着个背,矮个子垫脚尖,一天下来谁还有心情好好拧螺丝?人机工程不是贴在墙上的口号,是有样学样落实到工位上的。✅
有个做医疗器械的客户,布局改造时我硬是让他们把所有工位做成可调节的,加上脚踏板和旋转物料架。起初老板觉得多花冤枉钱,后来统计半年数据,操作疲劳导致的失误减少了 40%,新员工上岗适应期从三天变成半天。他这才服气。人啊,舒服了才出好活儿。
还有件事特烦——车间里的行走路线交叉。我经常看到叉车和操作工抢道,一个不留神就出事故。好的布局一定会规划人车分流,划出专门的行人通道、物流通道,甚至用颜色和栏杆标识清楚。别看只是几条线,关键时刻能救命。
这里忍不住提一句 5S。没有 5S 打底,再漂亮的布局三个月就得乱回原形。工具乱放、物料堵路、设备旁堆满废料……你规划的节拍再完美,实操也是寸步难行。所以每一次布局改善,必须同步推进 5S 和标准化作业,不然就是耍流氓。💡
两个改造案例与一次灵魂拷问
问:我们车间场地有限,设备又多,做单元化感觉更挤了,怎么办?
答:挤不是问题,流不动才是。空间小更要抠动线。用价值流图分析一下,哪些设备其实只是摆设?哪些工序可以合并?实在不行就向上发展,用立体仓库、双层货架。我做过一个 200 平米的小车间,塞进去六台加工中心加组装线,照样跑得顺。秘诀就是:别被物理空间限制住,该扔的扔,该叠的叠。
问:我们还在初步规划阶段,有没有一个定量的方法来评价布局好坏?
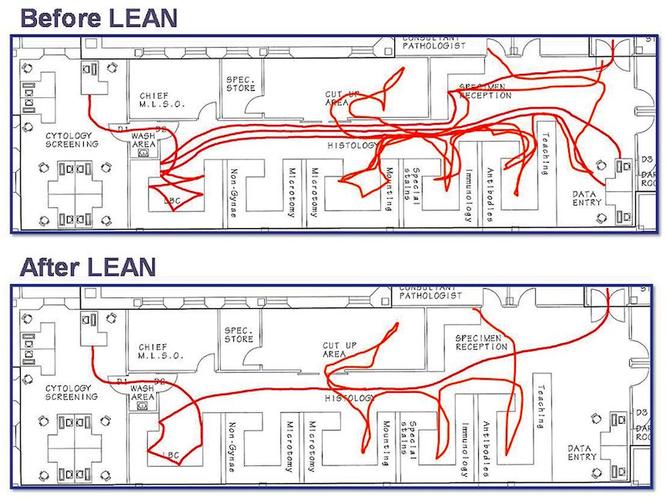
答:当然有。最简单就是算物流量矩——搬运重量乘以距离的总和,越小越好。再用 spaghetti diagram(意大利面条图)画出操作工的行走轨迹,交叉点多的就是危险区。进阶一点的,上仿真软件,把布局方案输进去跑一跑,瓶颈、等待一目了然。不过工具再好,也替代不了现场观察。蹲点三天,你比任何软件都懂车间。
有一次我用面条图画了个焊接车间的行走路线,主管看完脸都绿了——一个班下来焊工走了 8 公里,其中 3 公里是在找工具和图纸。后来我们重排工位,把工具车、焊机、图纸架集成在一个工作站里,行走距离直接砍半。给力不给力?
还有个误区:很多人觉得布局调整必须停产大修。其实只要设计得当,可以分阶段、分区域进行,利用周末或夜班切换。我通常建议先改一个试验单元,跑顺了再复制,风险小,员工也容易接受。一刀切的大改,往往死得很难看。
未来工厂布局,不玩虚的
现在的技术很撩人:数字孪生、AGV、柔性产线……不少管理者一听就上头,觉得上了这些就能解决所有问题。但清醒点,技术永远只是工具,流动的逻辑不变。 布局没想清楚就上 AGV,结果一堆小车堵在过道上互相等,物流效率反而下降。这样的笑话我真见过。
未来的工厂布局会更强调可重构性。设备上轮子、管线用快插、信息走无线,隔段时间根据产品变化重新排列组合。就像玩乐高,而不是浇混凝土。这种柔性怎么去规划?核心是把基础设施和可变部分解耦。配电、压缩空气、排烟这些做成标准接口,设备进来一插就用,搬走不留痕迹。
还有一点很容易被忽略:参观路线。客户和投资者来,第一印象不是你的产品,而是车间。乱糟糟的,人家敢下订单吗?所以布局时就得留出安全、美观的参观通道,把脏乱差的工序用隔断挡起来。这不是虚伪,是工业审美,也是对劳动者的尊重。
最后说句得罪人的话:很多所谓的设计院出的布局图,连现场都没来过几次,闭门造车。真正好用的布局,一定是生产、工艺、IE 三方一起拍桌子吵出来的。实践出真知,车间里那些老师傅的建议,往往比图纸上的线条值钱得多。
别怕拆了重来,工厂布局不是一次性的雕刻,而是持续演化的生命体。你的利润,就藏在这些看似平淡的流动里。现在,去现场用粉笔重新画几条线吧,说不定惊喜就从明天开始。⚡