上周去一家压铸厂,看见他们质检员对着电脑屏幕龇牙咧嘴——屏幕上那个涡轮叶片里头,一条头发丝细的裂纹差点就放过去了。真悬。要不是用了X光检测,这批次货一旦装到发动机上,后果……不敢想。所以今天不聊虚的,就说说我在一线见到的那点事儿。
为什么肉眼看不见?你得信X光
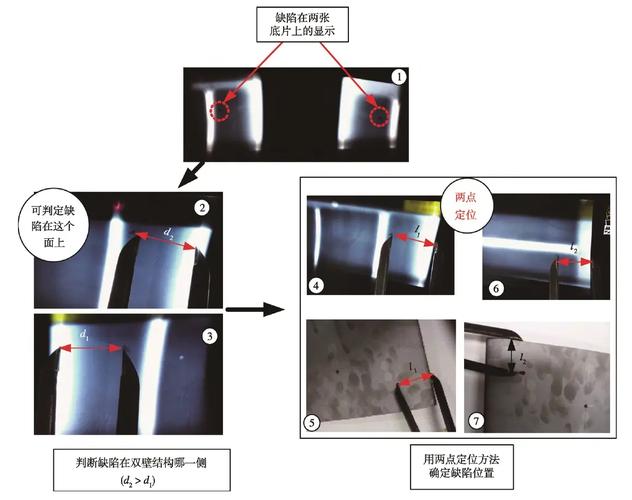
传统质检,千分尺、卡规、目视,玩得再溜也看不见材料内部。气孔、缩松、夹杂、裂纹……这些缺陷藏在金属皮肉底下,就像人肚子里长个瘤子,表面啥也看不出。X光检测说白了就是给工件“拍片子”,利用不同密度的材料对X射线吸收率的差异,把内部结构拍成二维投影。厚度不一、密度不均,底片上就是一片明暗交错。经验老道的师傅,一眼能看穿那点猫腻——❗ 但新手翻车是常事,后面会讲。
去年南方一家阀门厂,出口德国的不锈钢阀体,全凭X光揪出一批皮下气孔,要不然整批退货,赔死。他们总经理后来喝大了跟我说:“这台工业X光实时成像系统,是我花得最值的30万。”
不过话说回来,X光检测不是万能药。它也有自己的脾气,咱们一个一个捋。
DR还是CT?这笔账得算清楚
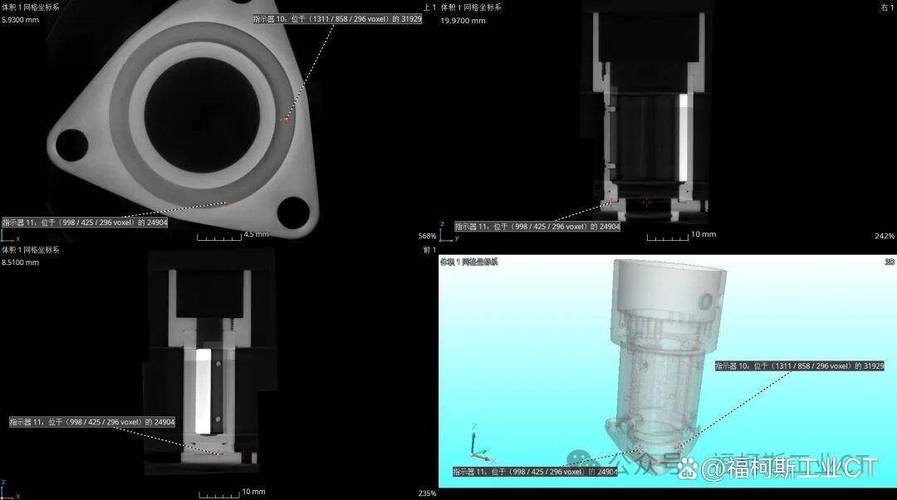
数字射线成像(DR)普及度高,速度快,一张图几秒钟,适合流水线。但它是二维投影,缺陷深度信息丢失,碰上复杂结构叠加区域,那叫一个头疼——很多时候废品判定就是赌。工业CT就狠了,三维重建,切片精度能到微米级,缺陷体积、位置、形态一目了然,像给工件做了一次显微解剖。💡 但贵,一台高精度工业CT大几百万,中小企业养不起,多数送到第三方实验室检测。
问:那对于中小企业,什么情况下必须上工业CT,不能凑合用DR?
答:说个血的教训。某新能源车企铝合金电池托盘,焊缝叠在加强筋后面,DR拍出来一团糊,他们硬着头皮用DR判,结果批量开裂,召回费用上千万。后来送到我们中心用CT一扫,焊瘤、未熔合清清楚楚。所以,当你有以下情况:结构复杂、多层材料重叠、需要定量分析缺陷体积(比如航空件孔隙率要求<2%),或者你要逆向工程看内部装配关系——别省,必须用CT。否则就是在给自己埋雷。
问:日常X光检测中,怎么判断底片上的黑斑是缩孔还是气孔?有没有速成诀窍?
答:当然有。缩孔形状不规则,边缘像云朵,有树枝状延伸,常出现在热节区域。气孔就圆润多了,边缘光滑,分布随机。💡 另外,缩孔在负片上看往往更黑,边界和基体过渡不那么突兀。但是!铸铁件石墨漂浮也会造成黑斑,新手容易误判,这就要结合铸造工艺和部位去分析。我的笨办法:不确定的时候,切了它!金相验证最准。多切几次,脑子里的图谱就活了。
实操中那些让人哭笑不得的坑
搞X光检测十年,奇葩事能写本书。比如某次客户寄来样品,附言“内部可能有裂纹”,我们一扫描,好家伙,里头躺着个六角扳手!——后来才知道,模具工忘在模腔里了。还有一次,某军工单位送来一批叶片,X光底片每张都有放射状花纹,吓得好几个工程师连夜开会,最后发现……检测前工人用钢丝轮清理表面,留下细微划痕,射线一打,划痕投影成了“伪缺陷”。真坑。
所以,X光检测不是单单会操作设备。透照工艺、参数选择、屏蔽措施、图像处理,甚至环境温湿度,都会影响结果。举个细节:电压低了,穿透力不足,厚截面一片白;电压高了,对比度下降,细小裂纹就溜了。得反复试。经验,就是一次次试错攒出来的。
⚠️ 还有安全!别不当回事。之前某小厂,铅房门联锁坏了没人修,操作员直接开铅门进去调工件,要不是辐射剂量计报警……那真是拿命开玩笑。工业X射线,可不是机场安检那种微剂量,必须严格防护,定期监测,持证上岗。
技术一直在变,但手艺不能丢
现在AI自动判片吵得沸沸扬扬,有些软件确实能辅助识别气孔、裂纹,减少人工漏检。但我仍然固执地认为——机器能看出异常,却看不懂工艺。一个合格的评片工程师,脑子里装的是铸造、焊接、热处理的全流程,知道缺陷从哪里来,要到哪里去。这就是人和算法的区别。
有时候,我会把二十年来的典型缺陷底片翻出来,一张张看,像看老照片。每一张背后都是交过的学费。新来的小伙子总问我:“刘工,怎么才能一眼看出问题?”我说:“无他,多看片子,多下车间,多琢磨。”
最后说句大实话:X光检测,不仅是一道工序,它是一种保障。在工业品质量人命关天的领域——航空、核电、医疗器械——它守住的,是那条看不见的底线。