那批卡钳到底怎么逃掉的?
回头查,问题出在铸造后热处理环节。金相组织变异,晶粒粗大,常规磁粉检测只看了表面,内部裂纹藏得那叫一个深。老质检员抽检了百分之十,没抽中。真讽刺。要是当时上了工业CT?唉,一台几百万,小厂哪舍得。但不出事不知道,出了事才明白,没有可靠的无损检测手段,就像闭着眼过马路。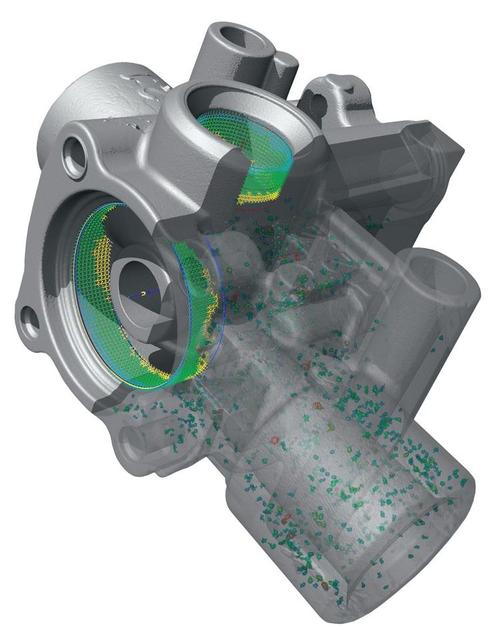
工业检测这块,究竟有哪些靠谱的路子?
你以为有了设备就万事大吉?天真
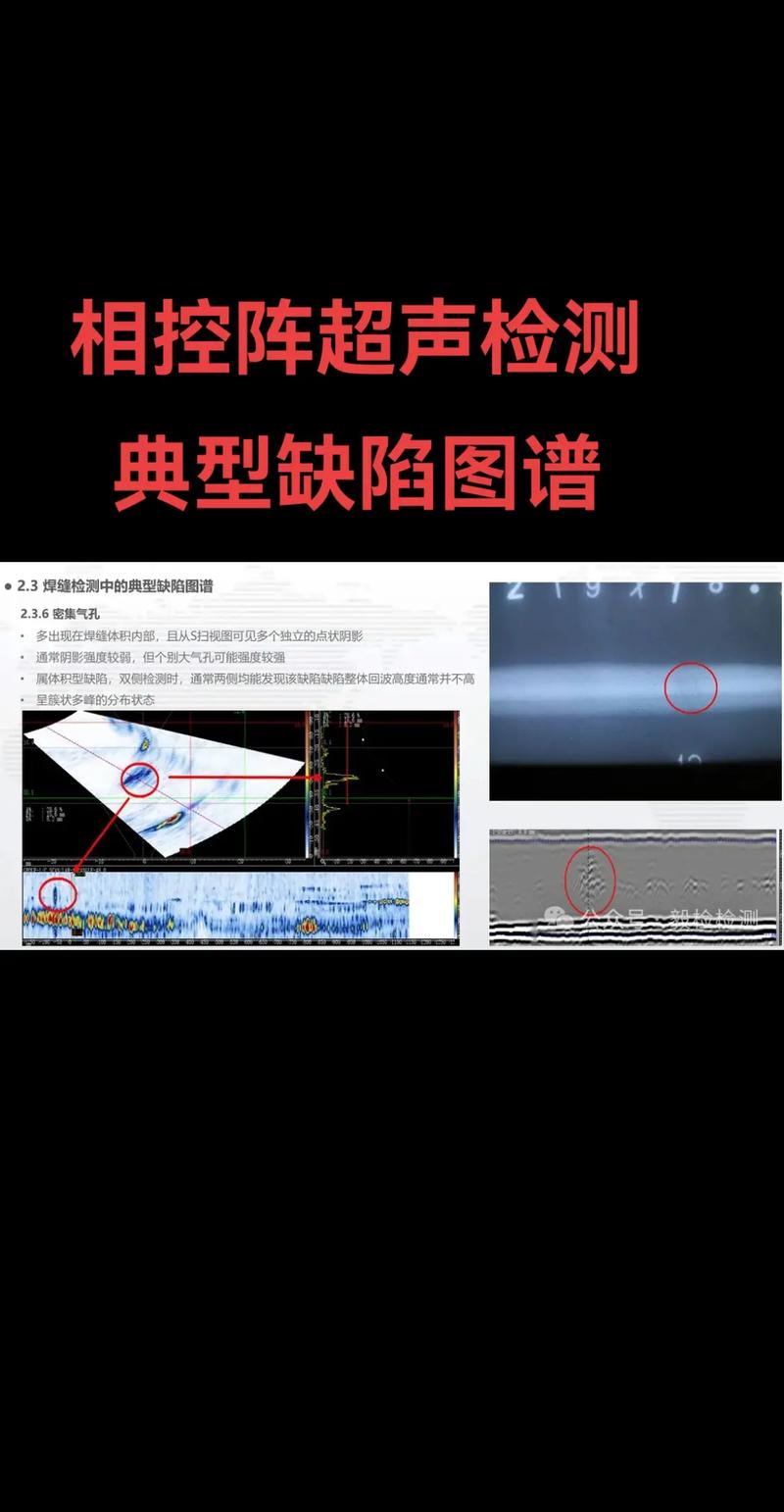
检测是系统工程。人员资质!国内好多厂,买个仪器就让工人自学。UT证书没有,校准都不会,拿着探头瞎怼。出来的波形自己看不懂,胡乱按标准评。这比不检还危险,因为你觉得“检过了”。 还有个坑——验收标准。客户要求“零缺陷”?扯淡。所有检测方法都有检出下限和误判率。得约定关键缺陷的验收等级,比如孔洞直径不超过1.5mm,裂纹条数不超过多少。不然扯皮没完。 我现在厂里的流程:来料每批抽样做光谱分析,确认材质;关键零件首件必上三坐标,再抽检用视觉系统扫描;焊接件百分之百超声或射线。成品出厂前按AQL抽样做全项目复检。繁琐?是繁琐。但夜里能睡踏实。 检测数据怎么用?实时上传MES系统。趋势一有波动,马上停机排查。上个月,视觉系统报警率突然从0.2%升到1.7%,发现是前工序模具磨损导致毛刺增多。早发现,少废品。这就是数字化检测的好处,别光闷头检,得用数据反推过程。