干了十几年工业称重,皮带秤这玩意儿,说实话,爱恨交加。爱它——连续输送、动态计量,效率没得说;恨它——稍微哪个环节掉链子,数据飘得你怀疑人生。前阵子去一个水泥厂,中控室主任指着DCS屏幕冲我吼:“你这秤到底准不准?上个月盘库差了三百吨!”三百吨啊,不是小数目。我一看,现场那台皮带秤,托辊都锈死了三分之一,测速传感器上糊了厚厚一层泥。得,又是“差不多先生”的杰作。
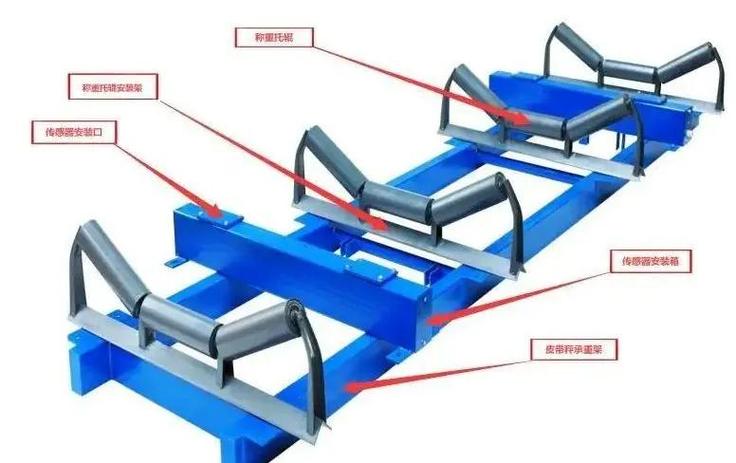
这行里有个怪圈:很多人觉得皮带秤嘛,不就是秤架加传感器加仪表?装上就能用。❌大错特错。它是一套动态计量系统,影响因素能列一长串:皮带张力、物料均匀性、温漂、振动……任何一个变量失控,精度就成了玄学。

选型时,别被参数表忽悠了
销售递过来的样本,精度±0.5%、±0.25%,看得人心动。可那是在实验室理想工况下!实际现场呢?倾角、带速、物料特性全不一样。我见过最离谱的项目:一台标注±0.25%的秤,装在倾斜18度的皮带机上,每天跑十来种物料,从石灰石粉到块状熟料。结果?波动超过5%。厂家振振有词:“您这条件达不到我们要求的±1度水平度啊。”——早干嘛去了?
选型第一步:认清你的应用场景。贸易结算?那必须上高精度阵列式皮带秤,冗余设计,多重校验。内部工艺控制?能稳定反映趋势就好,单托辊秤架可能都够用。但很多人栽在“既要又要”上,花高精度的钱,却用在中控参照,回头还抱怨维护麻烦。💡我的建议:先问自己三个问题——称量物料是否变化频繁?皮带机有无跑偏、抖动?日常校准难度大不大?
问:贸易结算皮带秤,怎么才算合法合规?
答:这事儿上过当的太多了。首先,必须取得计量器具型式批准证书,现场首次检定由法定计量机构做,之后每半年(有些地方一年)强检一次。关键点:很多单位以为装了就是合法,其实秤体结构、仪表软件都不能擅自改动,哪怕换个传感器型号都得重新申请检定。另外,数据记录要能保存至少六个月,配合计量争议时追溯。还有个容易忽略的——皮带秤的包装设备,比如定量给料机,如果参与贸易结算,同样需要单独检定。
问:皮带秤精度突然下降,从哪里查起?
答:别急着调仪表参数!先从机械部分入手——这是血泪教训。看皮带是否跑偏,跑偏超过带宽的1/10,物料重心就偏了;检查托辊转动,一个卡死的托辊能带来额外摩擦力,尤其装在秤量段的托辊,必须灵活;再查测速滚筒,表面包裹橡胶磨损?打滑会导致速度信号失真。这些查完,再考虑电气问题:称重传感器线性度、激励电压稳定性、信号线屏蔽……对了,有些现场把传感器线和动力电缆走同一线槽,干扰一箩筐。❗排查顺序:机械->测速->传感器->仪表。别跳步。
那些“神操作”维护法,其实在毁秤
一次去化工厂,看到操作工拿高压水枪直接冲洗秤架,我差点一口气没上来。传感器接线盒进水,能把仪表端口烧穿。还有用锤子敲打测速滚筒除泥的——振动冲击到编码器,寿命折半。更常见的:校准用挂码代替实物校验,还觉得挺方便。挂码只能模拟静态受力,物料冲击、皮带张力变化、撒料状态全忽略,误差累积起来吓人。
维护这事,讲究规律和细致。每天巡检看皮带是否居中、辊子有无异响;每周清扫,但得用压缩空气吹,别用水冲;每月至少一次实物校验,有条件的最好建个在线校验装置,料斗秤或料仓秤串在流程里,定期自动比对,能省太多扯皮时间。对了,零位校准必须皮带空转、带张力状态下做,很多人停机时清零,开起来零点漂得厉害。
新技术在冒头,别掉队

这几年数字式传感器普及,干扰问题好很多。还有些厂家推激光皮带秤,结合轮廓扫描和称重,对不均匀物料适应性更强。我考察过一套系统,AI算法自动补偿皮带波动,实测长期精度稳定在±0.2%以内,确实服气。不过话说回来,再好的技术也架不住误操作。一个客户的智能皮带秤,自带故障诊断,可报警信息在系统里躺了三个月没人看,直到误差太大才找我们。问他:“红灯闪了你不怕?”他说:“以为那是电源指示。”哭笑不得啊。
问:老秤改造,换传感器还是直接升级整机?
答:看秤架结构。如果力学响应规整,只是传感器老化,换同型号高精度传感器再标定,成本低。但很多老秤的秤架锈蚀变形、力传递失真,那就不如整体更换,否则标定完也维持不住。另外,仪表太老的,连数据接口都没有,无法进DCS或MES系统,硬留着就是信息孤岛。现在有的改造方案是保留秤架,增加数字变送器模块,无缝接入物联网平台,挺香。
说到底,是个态度问题
皮带秤这台设备,聪明也笨。它诚实反映着维护者的用心程度。你糊弄它,它就给你看糊弄的数据。我常对客户说:别把皮带秤当成一台铁疙瘩,它更像你的生产节拍器,计量准了,成本核算、能耗管理、工艺调整都有据可依。下次再遇到精准度问题,少点抱怨,多点扎实的检查和记录。三百吨的坑,一次就够了。
