别被“测温范围”忽悠了
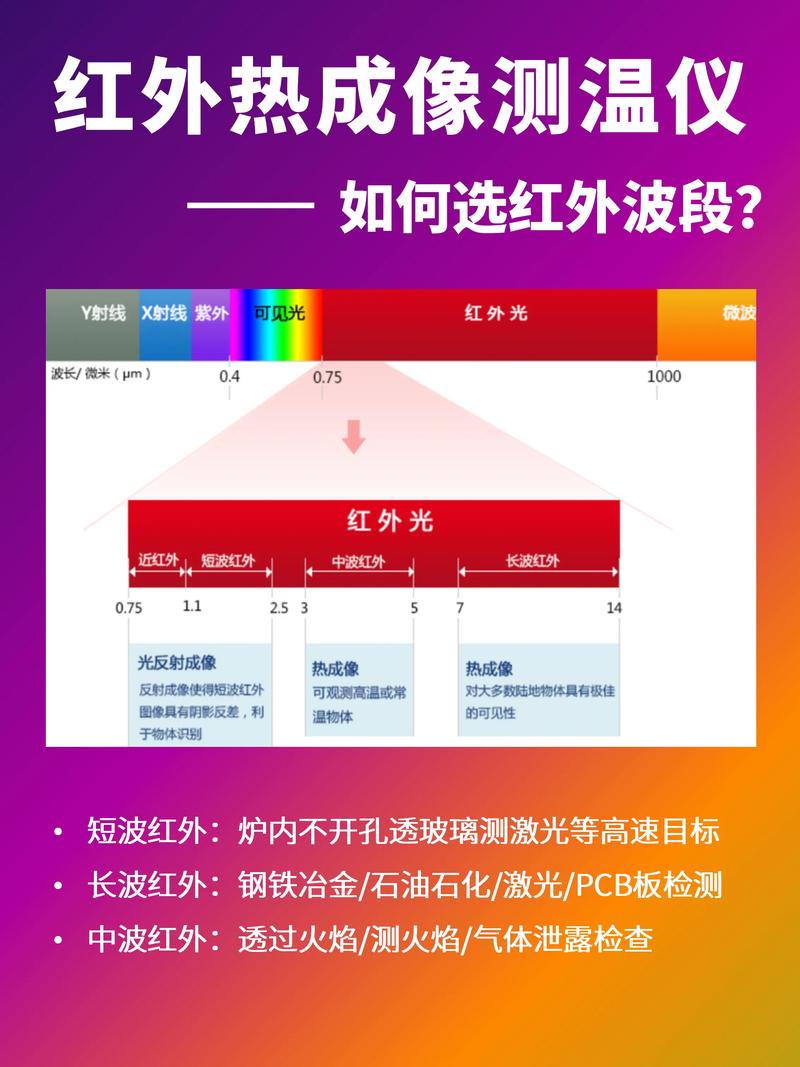
工业热像仪这玩意儿,这几年火得有点离谱。前阵子一个做钢铁的朋友打电话骂我:“你不是推荐那款能测1500℃的,怎么连个钢坯都测不准?”我当时就笑了——又是一个只看测温范围的小白。测温范围只是上限,实际要看波段。比如短波热像仪测金属熔炼,中波看玻璃窑炉,长波才是通用。他买了个长波的去测高温钢坯,反射率没调对,测出来跟闹着玩一样。
跟您说个真事儿。我在现场调试过一台号称“±1℃精度”的机器,对着标准黑体一测,误差3℃多。厂家说实验室数据嘛!实际现场粉尘、湿度、环境温度一搅和,精度打对折都算良心的。所以选型时一定要看“重复性”和“NETD”——噪声等效温差,低于50mK才算入门级,30mK以下才配叫高端。参数表上可不会告诉你这些。

反射率:那个被忽视的致命因子
你知道为什么测同一个工件,上午和下午能差出20℃?反射率搞的鬼。很多人上手就默认0.95,但金属表面,特别是抛光的,反射率低到0.1以下。有个汽车零部件厂的案例,他们测铝合金铸件,用0.95测出来温度居然比实际低了60℃——发现铸件没烧透,差点批量报废。后来用低反射率设置,才抓到问题。反射率设置必须基于材料、表面状态甚至观测角度。有些仪器自带自动补偿,但千万别迷信。我习惯随身带个小黑体贴片,做个基准校正,虽然笨,但管用。
说起来一把辛酸泪。刚开始干这行时,我总把发射率(发射率就是黑体辐射系数)当成固定值,直到被老师傅骂了才明白——它是波长、温度、角度的函数。所以现在看红外热成像图,第一件事不是看温度数值,而是先看温度分布是否合理。数值可能骗人,但趋势骗不了人。对吧?
预测性维护?先过了环境干扰这一关
现在一提工业热像仪,必谈预测性维护。热像仪成了巡检利器,但真正用好的不多。比如电气柜检测,你以为拿机器一扫,热点自己蹦出来?天真。环境反射!你自己影子都可能变成“热点”。有一次在化工厂,巡检出配电柜有个“80℃的高温点”,一群人紧张得立刻停机排查——最后发现是旁边窗户射进的太阳光反射。白忙活一场。要想玩转预测性维护,必须建立基线。同一设备,相同负载、相同环境下的温度分布档案,连续记录对比才有意义。单点最高温?参考价值有限。
我还见过更离谱的:把热像仪当点温枪用。对着接触器测一个点,读个温度就走人。大哥,热像仪最大优势是面测温啊!上千个点同时测,能找到局部过热点,点温枪只能测一个平均温度。这叫开着奔驰拉土豆。故障诊断要看温差,同相间温差超过10℃,基本跑不了问题。
QA:那些年我回答过的蠢问题(和聪明问题)
答:不能!又不是超人。红外线穿透不了固体,但能检测表面温度。墙表面有温度差异,可能显示内部漏水后的冷热痕迹。要想看管道内部,要么打孔,要么用超声波和热像结合。别再被电影忽悠了。
问:无制冷和制冷型到底怎么选?预算有限啊。
答:简单说,非制冷型(微测辐射热计)便宜、轻便,适合电气、机械、建筑常规检测,NETD一般30-50mK。制冷型用制冷探测器,灵敏度极高(20mK以下),但贵且重,用于军工、科研或者长距离气体检测。工业现场绝大多数非制冷就够。除非你要看高速运动或极微小温差,否则多花那几万干嘛?不过有一点,非制冷也有高端的,VOx探测器比非晶硅的响应均匀性好,图像更细腻。看预算,更要看长期稳定性。
问:我们厂粉尘大,镜头天天脏,怎么办?
答:吐血经验。开始我们也是三天擦两次,后来加装红外窗口(氟化钙、硒化锌材质),不耽误测温,还能保护镜头。选窗口时注意透射波段和仪器匹配,别买错了。还有,压缩空气吹扫装置也可以考虑,就是成本高点儿。❗ 小技巧:清洁镜头用棉签加酒精,别用纸巾,划了镀膜哭都来不及。
国产vs进口,已经不是单选题
十年前有人敢用国产热像仪搞工业诊断,我敬他是条汉子。现在?国产有些牌子真心不错了。当然细节还是有差——比如温度均匀性、边缘畸变、软件分析功能。进口像FLIR那种,数据库和自动报告确实强;但价格能买两三个国产。我去年给一个塑料加工厂配了国产的,专门看注塑模具热平衡,一年省下故障停工损失十几万,机器才两万。投入产出比吓人。选型看需求:简单日常巡检,国产高端型号够用;涉及安全认证或极严苛环境,还是进口稳妥。
不过提醒一点,国产型号别光看像素。什么640×480吹得天花乱坠,结果NETD一查,60mK,成像细节糊得很。像素要和灵敏度匹配。好比相机,像素高但传感器小,低光就成渣。
最后说个颠覆认知的
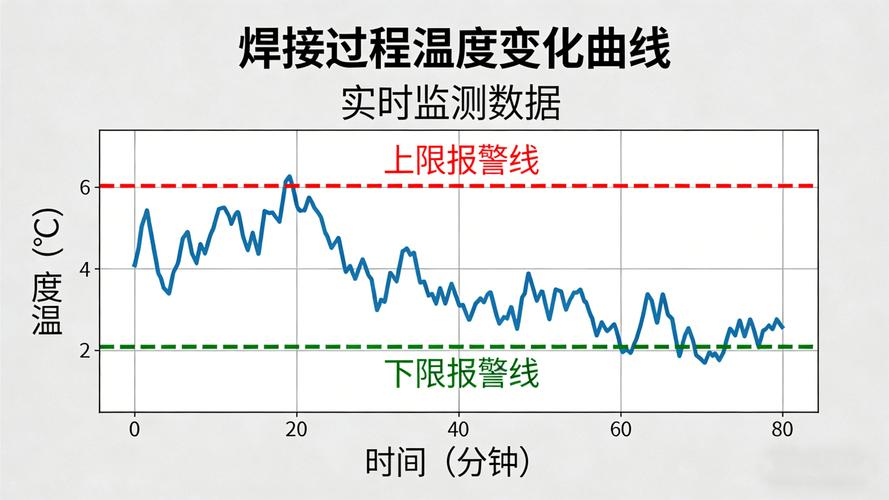
工业热像仪不是只有故障时才用。高明的人拿它做工艺优化。比如印刷电路板干燥,用热像仪监控温度曲线,调整烘箱风速,能耗降了15%。还有焊接过程实时监测,焊缝温度分布直接关联质量。这些领域用好了,比修设备更有价值。从“救火”到“防火”,再到“改进工艺”,这才是热像仪的正确打开方式。
行了,唠叨这么多。要去给新客户培训了,这次得把反射率那页PPT多强调三遍。