2026-06-18 18:56:39 作者:网编
分类:文章
上周去一家汽配厂,生产线上一片哀嚎。一套发动机缸体,三坐标报告全绿,装车就是异响。拆了装、装了拆,最后发现是检测基准选错了——这种事情,说实话,见得太多。
基准错,全盘输
尺寸检测不是量个数字那么简单。图纸上明明标着A基准、B基准、C基准,但现场为了装夹方便,随手选了毛面当基准,结果——就差那0.02,整批次报废。
我见过最夸张的一次:检测员把三坐标的测针直接怼在铸件分型面毛刺上,测量结果变来变去,还以为是机器坏了。没错,就是机器坏了。人脑坏了。
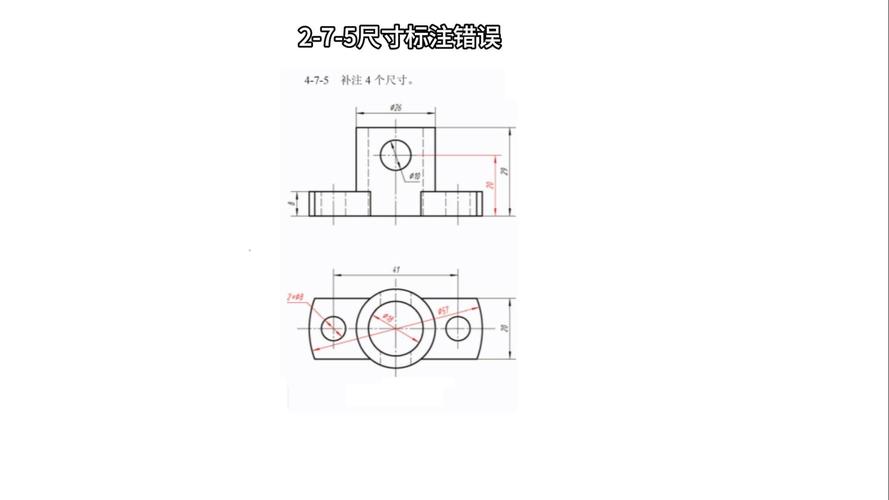 错误的尺寸检测基准选择导致测量偏差示意图
错误的尺寸检测基准选择导致测量偏差示意图
三坐标?离线?这事儿没那么简单
 三坐标?离线?这事儿没那么简单
现在一谈尺寸检测,张嘴就是上三坐标、搞自动化。可你问问车间主任——三坐标确实准,但稼动率呢?每天就检那么几件,批量一大,根本来不及。于是就开始“走捷径”:只检首件和末件,中间全靠猜。猜对了岁月静好,猜错了客户投诉电话能打爆采购部。
💡 所以这几年在线检测才火起来。气动量仪、视觉检测、激光扫描……关键是选对技术路线。比如薄壁件,你用接触式测量,测头压力就能让工件变形,测出来的全是假数据。这时候非接触式才是正道。
问:我们公司产品换型频繁,一上自动化检测线就得改夹具,成本太高怎么办?
答: 这个痛点太常见了!不要一上来就搞专机。可以考虑柔性检测方案,比如六轴机器人夹持激光扫描头,离线编程,换型只是调用不同程序。或者用蓝光三维扫描仪,直接扫描得到完整点云,和CAD比对,连夹具都省了。当然,如果预算吃紧,组合式测具搭配数显量具,也能对付。关键是想清楚:你一年换型多少次?单件成本多少?别被自动化冲昏了头。
问:我们买了台新三坐标,测出来数据和供应商差一大堆,到底谁错了?
答: 先别急,砸机器没用。第一,查温度。双方恒温条件一致吗?20℃±2℃不是说着玩的,铝合金热膨胀系数大到你想不到。第二,查滤波和评价原则。供应商可能用了高斯滤波,你这边没设,或者评价方式不同(最小区域法 vs. 最小二乘法)。第三,查程序路径。扫完一遍就当全测了?圆度、圆柱度需要足够点数,点少了算法一滤波,特征就偏了。最后,校准球!校准球!校准球!!重要的事说三遍。
三坐标?离线?这事儿没那么简单
现在一谈尺寸检测,张嘴就是上三坐标、搞自动化。可你问问车间主任——三坐标确实准,但稼动率呢?每天就检那么几件,批量一大,根本来不及。于是就开始“走捷径”:只检首件和末件,中间全靠猜。猜对了岁月静好,猜错了客户投诉电话能打爆采购部。
💡 所以这几年在线检测才火起来。气动量仪、视觉检测、激光扫描……关键是选对技术路线。比如薄壁件,你用接触式测量,测头压力就能让工件变形,测出来的全是假数据。这时候非接触式才是正道。
问:我们公司产品换型频繁,一上自动化检测线就得改夹具,成本太高怎么办?
答: 这个痛点太常见了!不要一上来就搞专机。可以考虑柔性检测方案,比如六轴机器人夹持激光扫描头,离线编程,换型只是调用不同程序。或者用蓝光三维扫描仪,直接扫描得到完整点云,和CAD比对,连夹具都省了。当然,如果预算吃紧,组合式测具搭配数显量具,也能对付。关键是想清楚:你一年换型多少次?单件成本多少?别被自动化冲昏了头。
问:我们买了台新三坐标,测出来数据和供应商差一大堆,到底谁错了?
答: 先别急,砸机器没用。第一,查温度。双方恒温条件一致吗?20℃±2℃不是说着玩的,铝合金热膨胀系数大到你想不到。第二,查滤波和评价原则。供应商可能用了高斯滤波,你这边没设,或者评价方式不同(最小区域法 vs. 最小二乘法)。第三,查程序路径。扫完一遍就当全测了?圆度、圆柱度需要足够点数,点少了算法一滤波,特征就偏了。最后,校准球!校准球!校准球!!重要的事说三遍。
数据,还是数据
 现代工厂尺寸检测数据管理系统大屏监控
有了检测设备,数据怎么用?我见过太多工厂,测量报告就躺在操作台抽屉里,油乎乎的一叠纸。客户来审核了,临时誊到Excel里,再画个Xbar-R图。有用吗?没用。
现在的尺寸检测,核心是数据流。在线检测设备实时采集,SPC系统自动判异,CPK一旦低于1.33,立刻报警,并且把信息推送到调整工的手机上。这才是合格的工业化玩法。别小看这个——去年我帮一家轴承厂搭了这套系统,废品率直接从8%降到1.2%。老板激动得非拉着我喝他珍藏的茅台,说实话,酒一般,但成就感是真的。
不过话说回来,也别迷信软件。算法再牛,也比不过一个经验丰富的老师傅的眼睛。❗ 有次系统疯狂报警,说内径超差了。我拿内径千分尺一打,怀疑人生——好好的呀?最后发现是冷却液没冲干净,铁屑粘在孔壁上,视觉系统误判了。所以啊,人机结合,永远不要完全放手。
尺寸检测这活儿,干久了容易神经质。总觉得每个零件都在嘲笑你:“嘿,你抓不住我吧?”但它跑不掉。无非就是基准、策略、环境、数据四个关口。守住了,睡觉踏实。你说呢?
现代工厂尺寸检测数据管理系统大屏监控
有了检测设备,数据怎么用?我见过太多工厂,测量报告就躺在操作台抽屉里,油乎乎的一叠纸。客户来审核了,临时誊到Excel里,再画个Xbar-R图。有用吗?没用。
现在的尺寸检测,核心是数据流。在线检测设备实时采集,SPC系统自动判异,CPK一旦低于1.33,立刻报警,并且把信息推送到调整工的手机上。这才是合格的工业化玩法。别小看这个——去年我帮一家轴承厂搭了这套系统,废品率直接从8%降到1.2%。老板激动得非拉着我喝他珍藏的茅台,说实话,酒一般,但成就感是真的。
不过话说回来,也别迷信软件。算法再牛,也比不过一个经验丰富的老师傅的眼睛。❗ 有次系统疯狂报警,说内径超差了。我拿内径千分尺一打,怀疑人生——好好的呀?最后发现是冷却液没冲干净,铁屑粘在孔壁上,视觉系统误判了。所以啊,人机结合,永远不要完全放手。
尺寸检测这活儿,干久了容易神经质。总觉得每个零件都在嘲笑你:“嘿,你抓不住我吧?”但它跑不掉。无非就是基准、策略、环境、数据四个关口。守住了,睡觉踏实。你说呢?
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:尺寸检测:别再死盯着三坐标了,这些坑你踩过几个?
文章链接:https://www.zystgy.cn/a/53347