说真的,干了二十年机械维修,最怕听到的就是“我们又买了一台新颚破,但用了不到半年就趴窝了”。这不是段子,这是血淋淋的现实。客户握着电话的手都在抖——几十万甚至上百万的设备,成了车间里一堆废铁。问题出在哪?根本不是机器不好,是选型的时候脑子进水了。一味图便宜、追大产能,结果衬板三天两头碎,肘板断得比快递还勤快。今天就来扒一扒颚式破碎机选型那些坑,你踩过几个?
我到现在都记得,2016年去山西一个铁矿出差,现场那台颚破的动静跟打桩机似的,整个基础都在晃。厂长还挺得意:“这机器有劲吧?” 我蹲下去一看,飞轮槽磨出了深深的沟槽,皮带一天紧八次,最要命的是动颚轴承座已经裂了道细纹——再晚发现半个月,整个偏心轴都得报废。这就是典型的“小马拉大车”,以为选大一号电机就能超负荷生产,结果整个传动系统被拖垮。❗ 选型不是买白菜,不是越大越划算。
排矿口:别小看那几毫米的差距
很多新手工程师,甚至一些老采购,只盯着产量表上的数字,却忘了产量表是在特定排矿口和物料硬度下测的。你的矿石是花岗岩,人家表里是石灰岩,能一样吗?再说排矿口,调大一点产能是上去了,但粒度超标,下一段圆锥破直接堵料;调小了呢,衬板磨损快,还容易闷车。我记得有次在山东,业主的颚破排矿口从120mm硬调到80mm,想着出料更细好卖,结果一天之内肘板断了三次,操作工吓得不敢合闸。
这里插一句:排矿口的调节方式也分三六九等。液压调整听着高端,但密封件一旦老化,还不如老式垫片调整来得可靠。💡 选型时务必问清楚标配是哪种调节机构,别等买回来才发现,每次调个口都要两个人撬半天。
衬板材料学问深,一不小心就交学费

衬板算是颚破的“牙齿”,也是花钱大户。高锰钢、合金钢、复合材料……牌号一堆,但真实寿命往往让人大跌眼镜。我曾经在同一矿山对比过两家供应商的动颚衬板,一家用了三周就磨穿了,另一家撑了两个月——价格只差15%。后来切开一看,前者内部夹渣严重,热处理根本没到位。所以别光看成分报告,那玩意儿能造假。有个损招:让厂家提供近三个月的金相检测记录,支支吾吾的,直接拉黑。
还有一种误区是“一套衬板用到底”。其实衬板磨损到一定程度,破碎效率断崖式下降,电耗飙升。有经验的工人在电流表前面一站,就知道该不该换。✅ 建议每半个月测量一次齿板磨损量,超过初始厚度的60%就立刻更换。别心疼那几天产能,损坏了动颚本体,哭都来不及。
QA环节:这些实际问题你一定遇到过
问:我们的颚破老是飞轮摆动,螺栓也经常松,烦死了,到底是什么原因?
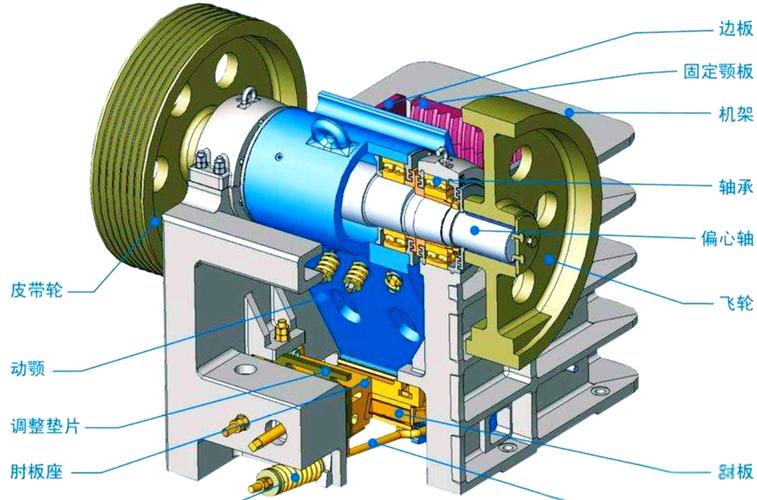
答:飞轮轴向摆动十有八九是偏心轴轴承间隙过大,或者滚动轴承的锁紧螺母退了扣。别急着换飞轮,先拆开轴承端盖,用塞尺测一下游隙——正常应在0.15-0.3mm之间,超过0.5mm就必须更换轴承。至于螺栓松动,可以在螺母下加碟簧垫圈,或者涂乐泰243螺纹胶,但根本还是要检查动颚和机架的配合面是否平整。曾经有台机器,基础没灌浆好,地脚螺栓总松,后来重新浇筑混凝土,问题消失。
问:想降低颚破的故障率,日常保养最关键的是什么?
答:润滑!润滑!润滑!重要的事说三遍。我见过太多轴承烧毁是因为润滑脂加得不对——不是太少,是太多!轴承腔内油脂填充量超过1/2空间,散热变差,反而过热。另外,一定要用二硫化钼极压锂基脂,滴点至少180℃以上。还有,每运行2000小时更换一次轴承润滑油,不管它看起来脏不脏,氧化变质的油等于研磨膏。
说实话,颚式破碎机结构原理一百年没大变了,但细节不断进化。比如现在有些新机型用了楔块式排料口调节,比老式肘板后座调节省力得多;还有的动颚采用空心结构,减少惯性力,能节能10%以上。❗ 选型时别光盯着老牌子,有些中型厂家的创新很实用。不过话说回来,别被“智能监控”“远程运维”这些噱头忽悠,基础性能不行,传感器再灵敏也是摆设。
曾经有个项目,业主非要用对辊破替代颚破做粗碎,理由是“省电”。我直接甩过去一篇论文:同样处理花岗岩,颚破的单位电耗比对辊破低18%,而且对辊破换辊皮频繁,综合成本更高。所以,老祖宗传下来的东西,能延续到今天肯定有道理,别轻易颠覆,除非你做好了交巨额学费的准备。
最后唠叨一句:买颚破,别只看样本参数。最好的方法是去同行业的用户现场,看实际运行的机器,听听操作工怎么说。机器不说话,但震动、温度、声音都在告诉你真相。