干了十几年过滤分离,真空过滤这玩意儿,怎么说呢,挺反直觉的。你看着好像只是抽个负压,液体就透了,滤饼就干了,其实——问题全出在你想不到的地方。
原理简单得离谱,控制难到想骂人
基本原理谁都会背:靠真空泵在滤布一侧形成负压,把液体抽走,固体留下。可一到实际,滤饼厚度不均能把人逼疯。你说调一下转速就行?呵呵,有时候是进料浓度在跟你开玩笑,你调转速反而不对。这就像开车,油门和刹车都踩一半,它不走直线。
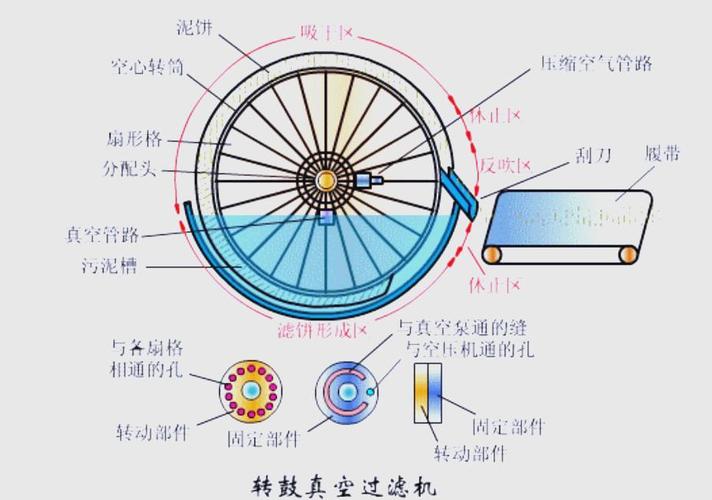
前年给一家化工厂调试一台转鼓真空过滤机,按设计颗粒沉降速度算得好好的,结果滤饼就跟狗啃的一样——这边厚、那边薄?原来是浆液槽里的搅拌器,桨叶角度差了三度。三度!能气得你跳脚。
所以啊,别看原理简单,浆液在真空区的流变特性才是魔鬼。尤其是高粘度或者有触变性的物料,一抽真空,它粘度能瞬间翻倍,滤布孔隙直接堵死。这时候你加大真空度?适得其反,滤饼压得更实,滤液挤都挤不出。后悔没早做流变测试吧。
选型不看这几个点,等着翻车
市面上的真空过滤机种类一大堆:转鼓的、带式的、陶瓷的、盘式的……销售跟你吹得天花乱坠,但你要知道——没有万能机型。我见过最离谱的,一家制药厂买陶瓷过滤机过滤发酵液,结果菌丝体把陶瓷板微孔堵得死死的,三天就得洗一次,成本吓死人。他们被厂家忽悠说陶瓷板“永久不堵塞”,呸!那得看你物料干净不干净。
选型心法其实就三条,是我摔坑里总结的:
- 看沉降速度:颗粒沉降快?别用转鼓,滤饼厚度控制不住,考虑带式或者立式板框。
- 看滤饼可压缩性:压缩性大的物料,真空度绝不能高,不然滤饼比砖头还硬,过滤速率反而掉沟里。
- 看产能波动:如果你的上游工序不稳定,浓度忽高忽低,记得给过滤机加个缓冲罐,或者在进料管上装在线浓度计,别指望操作工三分钟一调阀门。
问:真空过滤和加压过滤到底怎么选?
答:这个问题我被问了不下百遍。简单说——真空过滤适合处理量大、固体颗粒易过滤的物料,比如矿浆、淀粉洗涤。它的优点是连续运行,操作简单,设备损耗也低些。但如果你要滤饼含水率极低,或者物料粘度特别高,那加压过滤往往更好。不过!加压过滤机密封件换到你哭。实话。没有绝对优势,看你的在意点。比如饮料厂过滤硅藻土,用真空的能省不少电,但是滤饼容易掉渣,得加一道保安过滤。
问:我厂里过滤机滤液老是不清,怎么办?
答:先查滤布有没有破!别一上来就调真空度。——这句得用咆哮体。很多小厂操作工滤布穿反了都不知道,或者滤布选的孔径压根不对。如果滤布没问题,就看看滤饼搭桥。有时候浆液刚一接触滤布,细颗粒就钻进去,堵住孔隙,后面大颗粒根本搭不起桥,滤液带着细粉跑出去。这时候要预涂一层助滤剂,硅藻土或者珍珠岩,预涂层的厚度和均匀度是关键,薄厚不一等于白干。
维护:别等真空泵惨叫才动手
说起真空系统,我到现在还记得那台水环式真空泵爆炸的声音——不是真爆,是气蚀,嘎啦嘎啦响,全车间都能听见。原因仅仅是工作液温度太高,导致泵内气蚀余量不够。一个温度计能解决的事,拖到叶轮报废。所以啊,真空泵的密封水温度必须天天查,尤其是夏天。

还有滤布。很多人以为滤布破了才换,其实纤维磨损到一定程度,虽然没破,但过滤精度早就不达标了。我们一般用放大镜看纤维毛羽,磨平了基本就该换了。换一次滤布贵啊,但产品不合格流出去更贵。
对了,真空管路里的积液也不能忽视。有次冬天,夜里停机,管路里的水结冰,把管线撑裂了——零下十五度,大半夜的,三个人爬管廊,那个酸爽。所以后来我们设计都加伴热和排净阀,血的教训。
最后说点得罪人的真心话
现在搞“智能过滤”,加一堆传感器,在线测滤饼厚度、含水率,数据上云端,看起来很美。但你别被忽悠瘸了:传感器屁股得天天擦,否则数据全是废的。红外水分仪对着同一块滤饼,因为表面粗糙度变化,读数能漂两个百分点。你信数据还是信采样烘箱?我选后者。
💡 我的建议:真空过滤想要玩得转,别依赖自动化,先把人训明白了。一个懂行情的操作工,听泵的声音、摸排液管温度,就知道系统哪里不对。这种经验,软件模拟不出来。当然,基础的PLC控制得有,但别指望它替代眼睛和手。
问:陶瓷过滤机和传统滤布过滤机比,哪个更值得投资?
答:陶瓷过滤机过滤精度高,滤液特别清,而且节水,这几年很火。但它的死穴是——怕油、怕胶质、怕悬浮物里有纤维,一旦堵了微孔,清洗要用硝酸或超声波,运营成本噌噌涨。如果你的物料是简单的无机盐溶液或矿浆,陶瓷机真是神器,连续运行一个月不用洗。要是有机物多,老老实实用滤布的吧。别看人家漂亮就眼红,适合自己的才是最好。
说到底,真空过滤是门实践手艺,书上的理论只占三成,剩下七成靠你在车间里熬。别光听厂家的,自己买套小型试验机试一下,花不了几个钱,比后期整改划算一万倍。❗ 切记,上设备前做小试、中试,一步都省不得。