说实话,当年我接手那个碳酸钙分级项目,第一次独立选旋转筛,差点没把自己坑死。设备到了现场,开起来像轰炸机,三天堵五次网。我蹲在车间里,对着那台嗡嗡作响的铁疙瘩,心里骂了无数遍——书本上可没写这些啊!
不过话说回来,旋转筛这玩意儿,真正用好的,都是学费交出来的。今天就不讲那些虚头巴脑的理论了,咱们直接聊干货,带血带泪那种。
选型不是看样册那么简单
样册上的处理量,你看看就好。它标的10吨每小时,是筛那种干燥、流动性好的石英砂,还用的是最佳筛网。你拿来筛潮湿的活性炭试试?可能连3吨都不到。物料的水分、黏性、堆密度,每项都能腰斩你的产能。更别提有些厂家标的还是理论最大进料量,根本没考虑筛分效率。
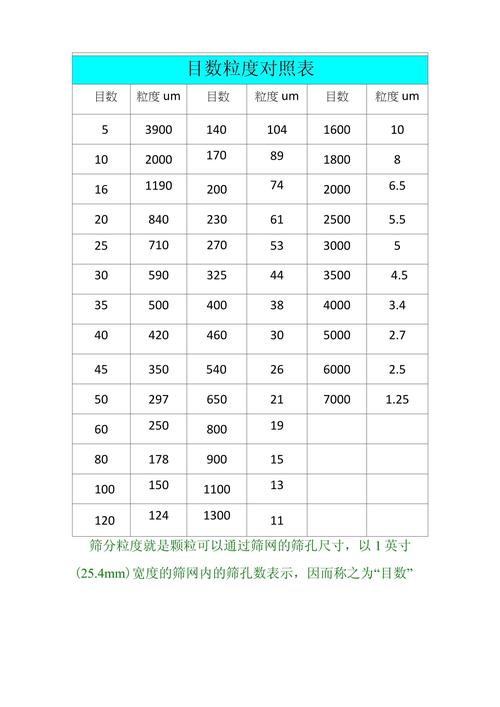
选筛网更是门玄学。孔径不是越小越好,也不是越大越好。那次我为了追求细度,选了80目筛网,结果产量低得离谱,还频繁堵网。后来换成60目,反而因为透筛率提升,细粉收率更高了。✅ 记住:筛网孔径必须匹配你的分离粒度临界点,通常要比目标粒径大20-30%,除非你要的是超纯粉。
还有一个大部分人忽略的点:筛网的开孔率。同样孔径,开孔率高的筛网处理量大且不易堵,但耐磨性会差一些。这就看你是要效率还是寿命了。我当时贪便宜选了低开孔率的冲孔网,结果一个月换了三次筛网,人工费比筛网还贵。💡 血泪教训。
问:旋转筛处理粘性物料总堵网怎么办?
答:这问题我太有发言权了!首先,试试给筛网加振打装置——气动锤或者弹力球都行,每几分钟敲一下,能把粘在网孔里的粉振掉。其次,考虑在进料口加一个打散装置,比如搅拌桨,让物料别成团进去。如果还不行,终极办法是换楔形筛网,它网孔是梯形的,上窄下宽,物料不容易卡住。但注意,楔形网强度不如冲孔网,大颗粒多时要慎重。另外,控制进料速度和物料湿度,有时候给物料预干燥一点,效果立竿见影。❗
安装调试时的那些猫腻
你以为设备买回来接上电就能用?天真了。旋转筛的安装角度稍微差一点,筛分效果能差一倍。设计图上写的15度,你要是现场装成了13度,物料在筛面上溜得慢,产量直接打八折,还容易过筛不充分。反过来,角度太大,物料跑太快,筛不干净。
还有那个电机接线,正反转搞反的人还少吗?旋转筛的筛筒转向必须顺着螺旋导料片方向,接反了物料根本不出料,全堵在入口,然后烧电机——我知道至少三个案例就是这么毁的。调试前一定点动试转,观察转向,别傻乎乎直接按启动。
密封也是个大坑。旋转筛的动密封处,比如筛筒和进出料口的连接,要是漏粉,车间环境一塌糊涂,环保一来就罚款。我当时图省事用了骨架油封,两个月就磨坏了。后来换成迷宫密封+吹扫气,虽然贵点,但省了无数清扫的工时。💡
问:旋转筛噪音突然变大是什么原因?
答:噪音变大,90%是轴承问题。旋转筛的筛筒转速虽然不高,但载荷是偏心的,轴承很受伤。第一时间停机检查轴承润滑脂,是不是干了或者有杂质。如果轴承没坏,那就看筛筒是不是变形了,或者积料导致动平衡破坏。再有一个可能性——地脚螺栓松了,整台机器在跳踢踏舞。你拿扳手挨个紧一遍,说不定世界就安静了。❗
维护里的省钱之道
很多人觉得旋转筛皮实,不怎么管。等坏了再修?那你就等着停产半天吧。其实日常巡检做得好,大修可以推迟好几年。每天花10分钟听一下轴承座的温度、振动,比任何高级诊断都管用。
筛网更换周期,千万别按固定时间,得按实际磨损情况。我习惯在筛网上画一条标记线,每月测量一下厚度。一旦减薄超过30%,立马换——哪怕它还没破洞。因为变薄的筛网易变形,孔径不准,筛分精度早就飞了。
再吐槽一下配件市场。原厂筛网贵得离谱,副厂的质量参差不齐。我有一次买了便宜的筛网,说是不锈钢,两个月就锈了,污染了产品,整批料判废。后来学乖了,找有资质的筛网供应商定制,虽然单价高一点,但用着踏实。轴承也一样,一定要从正规渠道买名牌,别贪便宜买到翻新货。
说真的,维护旋转筛,就是跟概率做斗争。你做好每件小事,它就乖乖干活;你偷一次懒,它可能立马给你颜色看。这些年我算是明白了——可靠性都是预防出来的,不是修出来的。
就这样吧,我的经验就这么多了,能记住的都抖出来了。下次遇到旋转筛的邪门问题,咱们再开一篇接着骂。