核心就一个“缝”——压力与间隙的博弈
很多人迷信压力,觉得越高越好。大错特错。均质机的本质,就是让物料在高压下“挤”过一条极窄的缝隙——通常只有几十微米。瞬间的压降产生剪切、空穴和撞击,把颗粒撕碎。但压力只是提供能量,真正干活的是那条缝。缝隙形状、宽度、材质,直接决定效果。做乳剂,可能需要碰撞环;做细胞破碎,得用金刚石交互容腔。光看压力,你连选哪种阀都搞不清。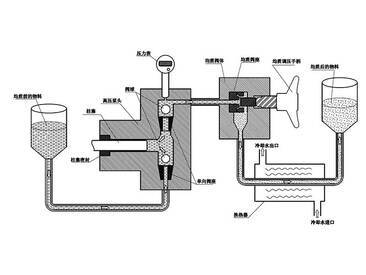
说实话,我最烦销售拿压力唬人。什么“2500bar超高压”听着厉害,可你物料粘度高、流量大,泵根本打不到那个数。而且压力越高,柱塞密封、阀座磨损越快。一台靠谱的均质机,得先看你能不能稳定运行,而不是峰值参数。💡 试机的时候,带料试,连续跑两小时,看压力波动大不大,听声音有没有异常——比看彩页强一百倍。
别光看压力,这三个参数才能救命
材质、密封、冷却,缺一个都可能让你悔断肠。食品行业,过流部件必须316L,但有些厂家用304糊弄,半年就出麻点。做化工的,碰到酸性物料,得上双相钢甚至哈氏合金。密封更关键——机械密封贵,但寿命长,药品无菌生产没得选;填料密封便宜,可每班都要紧,漏一点就污染环境。还有柱塞冷却水,看似小事,忘开十分钟,柱塞抱死,大修两万打底。❗️ 问:均质机压力上不去,一般是啥原因? 答:先检查进料过滤器是不是堵了,然后看柱塞密封有没有内漏。最坑的是均质阀磨损,肉眼看不出来,得拆检。很多新手一上来就调溢流阀,越调越乱。 问:我们做石墨烯浆料,用哪种均质头合适? 答:建议选金刚石均质阀,虽然贵,但别用陶瓷的,三天就得换。流量不大就上高压微射流均质机,分散效果更好。不过话说回来,微射流对预混要求高,大颗粒多的话,一堵喷嘴就报废。
保养不做,机器早夭——那些年我们犯的错
说到这儿,想起早些年自己干的一件蠢事。某次检修完,柱塞复位时没对中,强行启动,结果把主密封圈切了个口,物料喷得车间到处都是,清理了两天。从那以后,每次装密封都反复确认间隙,再也不敢马虎。所以说,设备这东西,你糊弄它,早晚它糊弄你。
均质机选型千万别偷懒。别信“进口原装”就掏钱,也别被低价国产机晃了眼。记住,带料试机,连续运行,问清楚易损件寿命和价格。参数表上的数字,远不如车间里跑一跑来得实在。