上个月,客户工厂的自动装配线突然停机,查了三个小时,最后发现是一个卡簧(就是咱们常说的弹性挡圈)脱落,导致轴窜位。整个夹具工装飞出,差点伤人。当时现场的技术员脸都白了——他说采购图便宜,换了个新供应商的定位夹,材质根本没达标。
说实话,这种事情我见得太多。工业弹簧夹这东西,结构简单到不能再简单,但往往就是最不起眼的零件,决定了整个机构的可靠性。今天不扯虚的,直接聊聊选型中那些让人抓狂的细节。
弹簧夹的材质?别只看牌号,热处理才是灵魂
很多工程师一上来就问:“65Mn还是304?” 对,弹簧钢和不锈钢是两大主流,但问题没那么简单。65Mn强度是好,淬火后硬度能到 HRC 45-50,但——⚠️注意——如果回火不到位,脆性会变得吓人。我曾经见过一个卡箍,安装时“啪”一下断成两半,断面晶粒粗得像红糖。这就是典型的热处理失控。
不锈钢呢?SUS304弹性模量低,夹紧力天然比弹簧钢弱,但耐腐蚀。若是食品机械、医疗设备,没得选,必须用316L甚至沉淀硬化不锈钢17-4PH。不过话说回来,好多厂家标着304,实测镍含量不够,磁性强,那就是个坑。
✅ 我的经验:关键工位上的弹簧夹,必须做盐雾测试和硬度抽检。别信什么“进口材质”,亲眼看见试验报告才算数。
夹紧力计算?你很可能忽略的那个动态系数
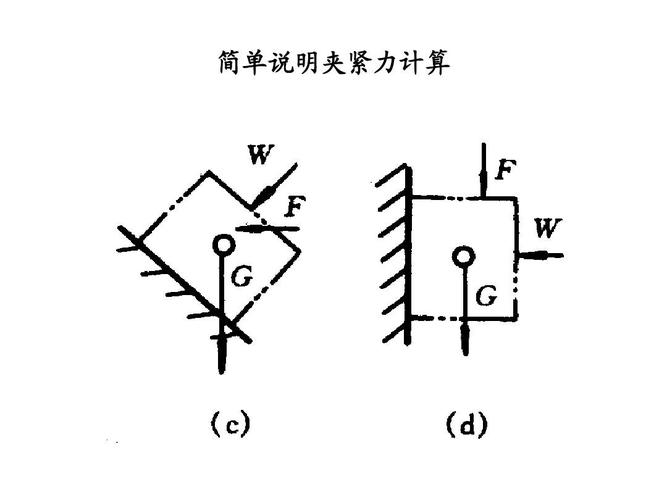
弹簧夹的夹紧力,理论值好算,手册上都有公式。但静态力和动态振动工况完全是两码事!去年给一个冲压模具做改造,设计师按最大静摩擦力算了个安全系数1.5,结果一开机,夹持的零件来回微动,没半天就震松了。后来换成带锯齿防松结构的弹性夹,并把径向弹力提了30%才解决。
问:为什么有些弹簧夹用久了会松?
答:除了应力松弛,很多时候是因为被夹物有热胀冷缩。比如高温管道上的卡箍,室温时装得很紧,一升温,管径变大,夹紧力就衰减。这种场景,你得选带锥形补偿结构的弹簧夹,或者干脆用恒力弹簧支吊架那种思路。
💡 还有个更隐蔽的点:安装空间。有些夹子弹性臂设计得太长,在狭窄工位上干涉,安装时师傅拿锤子硬敲——好了,微裂纹产生了,寿命直接缩水90%。
表面处理:镀锌?达克罗?还是磷化?
镀锌最常见,但环保锌和普通酸洗锌差别大了去了。氢脆这个词,想必搞过紧固件的都知道。弹簧夹淬火后硬度高,如果电镀后驱氢不彻底……脆断风险直线上升。所以我强烈建议,凡是热处理硬度超过 HRC 40 的弹簧夹,别用镀锌,改用机械镀锌或久美特涂层。
磷化膜粗糙,耐蚀一般但涂油后防锈尚可,关键是便宜。达克罗耐蚀好,但膜厚不均匀,会影响夹紧精度。这里头的取舍,真得看具体工况——到底是要高耐蚀、还是要精密的夹持力?

问:食品行业能直接使用磷化弹簧夹吗?
答:绝对不能。磷化膜疏松,容易藏污纳垢,食品接触部件必须用不锈钢且表面钝化处理,或者选用特氟龙涂层的弹簧夹。但特氟龙不耐刮,寿命短,所以高端设备直接上钛合金了。
安装方式决定了寿命:几个让人恼火的细节
轴用弹性挡圈、孔用挡圈,安装时钳子一撑一收,看似简单。可你有没有发现,有些挡圈拆装一次后再用,弹性就明显下降?这是因为它被过扩张或过压缩,产生了塑性变形。好的设计应该带安装限位倒角,防止操作失误。但市面上太多粗制滥造的,根本没有这个心思。
还有那种钢丝卡簧,专用钳得配套,否则很容易把钢丝表面划伤,应力集中源就此埋下。我见过最离谱的是,装配线上一批卡簧老是断,最后发现是安装工为了省力,自作主张在卡簧槽里涂黄油——安装确实滑快了,但摩擦系数降低,夹紧力不足,轴一转动,卡簧直接被切掉!
❗ 说句得罪人的话:很多时候不是弹簧夹质量不行,是装配工艺太随意。但作为设计者,你得尽量做到“防呆”,选那种自带安装导向的弹簧夹,或者干脆改结构,别给犯错留机会。
特殊工况下的弹簧夹:高温、低温、真空
普通弹簧夹到200℃以上,弹性模量就断崖式下跌。高温场合如发动机周围、锅炉阀门,要用镍基合金(例如Inconel X-750)制造的弹簧夹,那价格——贵得肉疼,但没辙。低温呢?奥氏体不锈钢没问题,铁素体钢在零下四十度可能脆断。真空环境还得考虑放气,不能用带有机涂层的,最好选无镀层的抛光不锈钢。
最后聊个真实案例:某半导体设备,内部用了一个微型弹簧夹来固定晶圆托盘,结果发现产品被铁污染。查来查去,原来是弹簧夹磨损产生的微小金属碎屑。后来换成塑料弹簧夹——没错,有工程塑料做的,像PEI或PEEK,弹性比金属差但无尘。为了这个,我们整整测试了三个月。
行了,今天就扯到这儿。选弹簧夹,说到底是细节决定成败。下次下订单前,多问自己几句:材质真对了吗?热处理到位吗?表面处理合理吗?安装可靠吗?——几个问题兜得住,产线才稳得住。