干了十五年线束加工,我发现这行当里,能把工艺做得滴水不漏的厂子,凤毛麟角。真的——太多人觉得线束嘛,不就是把几根线捆起来,压个端子,套根管子?错!错得离谱。
上个月去一个客户那儿,他们新上的自动化产线,理论上能日产三千套。结果呢?第一个月报废率18%。老板脸都绿了。我一看,端子压接模具根本没做针对性调试,拿通用模往上怼,能不出事?这行当,容不得半点想当然。

端子压接:魔鬼全在细节里
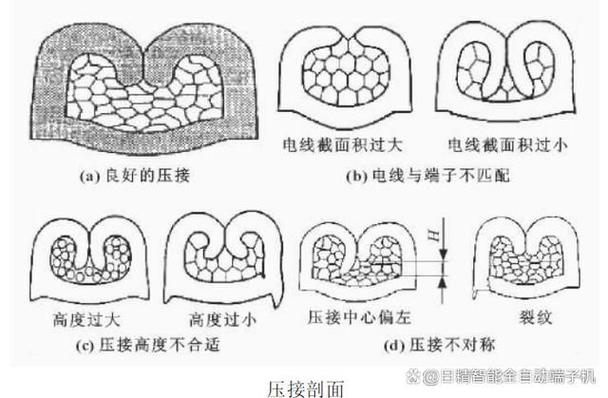
说实话,我最怕听到的一句话就是“压接嘛,压紧了就行”。压接不是力气活,是冶金学。芯线压接高度差0.05mm,拉脱力就可能掉30%!更别提压接截面了——你得切开看金相,铜丝之间要形成冷焊,没有间隙,但又不能过度挤压导致芯线断裂。很多厂根本不做剖面分析,唉,怪不得售后问题一堆。
压接模具必须按端子规格单独适配,而且每批次铜丝硬度有波动,模高微调是常态。还有剥皮长度——短了导致压接翼咬不住绝缘层,长了铜丝暴露太多,容易弯折断裂。这些细节,图纸上不会写,全靠经验积累。
有一次我徒弟调机,压接高度差了0.08mm,他跟我说“差不多吧”。我当时就火了——差不多?这台车要是颠簸几个月出现接触不良,查故障查到你想哭!汽车线束尤其严苛,振动、温度、腐蚀,哪样不考验压接质量?
电线预处理:易被忽视的“隐形杀手”

电线剥皮之后,真的干净吗?很多线束加工商根本不检测残留铜屑或绝缘皮碎末。这些微粒一旦进入连接器,就是潜在的短路或微动腐蚀源。还有剥皮时划伤导体——哪怕细如发丝的划痕,也会在弯曲应力下扩展成断丝。我们要求剥皮刀片寿命严格管控,但不少厂子为了省钱,刀片用到卷刃了还在用。
另一个痛点:预绝缘端子。压接前要不要套号码管?工序顺序错乱导致重工,重工就会损伤绝缘层。我看过某厂的SOP,简直离谱——压完再套管,结果端子太大穿不过,又得拆了重来。流程设计的人,大概从来没亲自操作过吧。
QA问答:直面你不敢问的尴尬问题
问:线束加工中最容易被忽视的质量隐患是什么?
答:很多人以为压接拉脱力合格就万事大吉,其实最隐蔽的是微动腐蚀。端子与导线接触点,在振动环境下发生微小相对位移,产生氧化磨屑,最终导致接触电阻飙升。这个缺陷短期看不出来,但三五年后故障频发。解决方案?合理选择端子镀层、确保压接区域足够大的接触面积、使用防微动腐蚀的导电脂——但后一种措施国内用得很少。
问:超声波焊接和传统压接,怎么选?
答:哎,这是个好问题。超声波焊接在铝导线或细丝铜导线上优势明显——它把多股线熔成整体,接触电阻极低,而且没有单独压接端子那种应力松弛。但设备投入大,且需要精确控制振幅和压力。如果导线较粗、或需要可拆卸连接,压接还是主流。不过话说回来,新能源汽车的铝线束越来越多,超声波焊大势所趋。我见过一家供应商,硬是在铜铝过渡上吃了大亏,就是因为焊接参数没做DOE,结果电池包连接点温升超标,整个项目推迟三个月。痛!
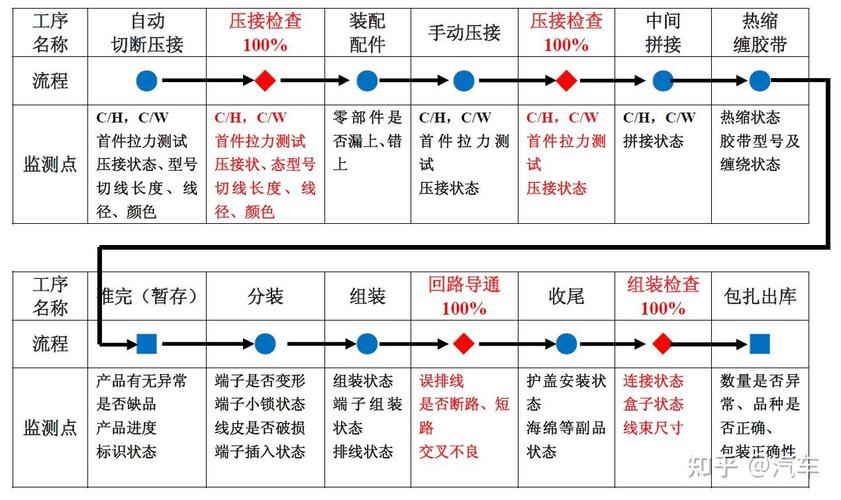
自动化线束加工:速度与柔性的博弈
现在都在谈智能工厂,自动化线束机一条线几百万。但很多老板没想明白——自动机适合大批量、少种类的线束;如果您的产品一天换七八个型号,换模调试的时间比省下的人工还贵!我见过最夸张的,一台进口全自动压接机,利用率不到40%,因为换线太频繁。这不是设备不好,是人没规划好。
还有,自动化裁线剥皮机,定长精度能到±0.5mm,但前提是线缆不滑位。有些厂买回来直接用,不调整皮带张力,结果长度忽长忽短,最后全怪机器不行。设备校准和来料一致性,是自动化的两条腿,缺一条都得摔跟头。
当然,辅助半自动工装确实能提升柔性——比如快换式压接模座,或者带视觉定位的半自动端子插入机。花小钱办大事,关键是理解你的工艺瓶颈在哪。别跟风上自动化,适合的才是最好的。
检测:别等客户替你把关
说了那么多过程,最后聊聊检测。线束导通测试是基本的,但现在复杂线束有几十个回路,人工点测根本不现实。必须上自动化导通仪,还得带高压绝缘测试端。还有,端子剖面分析要定期抽检——我说的是真的剖开端子看截面,不是只量高度。去年我帮一家家电代工厂做诊断,就是因为没做剖面,导致压接翼开口不当,端子插入连接器后容易松脱,市场退货率高达2%。老板心疼钱不做检测?最后赔得更惨。
还有,线束外观检测这块容易被忽略。套管位置偏移、标签模糊、分支长度错误……这些看似小问题,在客户总装线上就是停线事故。建议配置视觉检测工位,哪怕是个简单的工业相机加AI算法,也能筛掉大部分低级错误。现在的AI检测,不仅能看错装漏装,连端子颜色、方向都能判别,成本比前几年低多了。
QA问答:小批量多品种线束加工的出路
问:我们公司线束种类多但批量小,怎么提高效率?
答:核心在快速换模和防呆设计。压接模具用快换底座,端子定位板用颜色区分。另外,把线束预装配工序分解——比如把穿管、穿护套这些动作集中在一个工位,压接工位只负责压接。工装板按型号做成可替换式,换线时间压缩到5分钟以内。软件上,用MES系统直接下发工艺参数到设备,避免人工输入错误。说实话,小批量很难赚大钱,但做好了,灵活响应是优势,有些大厂反而求着你做配套。
问:线束加工中的环保法规有哪些要注意?
答:欧盟RoHS和REACH是底线,但要注意,现在客货车上用的线束还要符合ELV指令,铅、汞、六价铬绝对不能超。另外,PVC绝缘料中的邻苯二甲酸酯也受限,很多客户开始要求用无卤材料。可别小看这个,无卤料硬度高,剥皮和压接参数全得调,加工性能差一截。还有,焊接烟尘、废弃物处理,环评也盯得紧。我们车间现在全部用酒精基助焊剂,无松香,减少VOCs排放。早点布局,省得临阵磨枪。
线束加工这行,往深了说是材料、机械、电气的综合学科,往浅了说就是良心活。每个端子背后,都可能连着一条人命——飞机、汽车、医疗设备,谁敢马虎?但现实是,价格战打得一团糟,偷工减料防不胜防。我只希望,认真做技术的人能多一点,行业生态能好一点。就这样吧,干活去了。