干了二十年设备维护,我愣是在动平衡上栽过三次大跟头。
第一次是风机,轴承座振动超标,二话不说拉去平衡机——做到G2.5,装回去振动反而更大!那瞬间真想骂人。后来才明白,平衡机上测的是转子本身,现场条件一变化,比如基础、联轴器、甚至管线应力,全都不是那么回事儿。所以现在谁再跟我提平衡机精度等级,我都得先问问:你工况复现了没?
动平衡这玩意儿,理论简单得让人轻敌:不就是在一个面上加配重,抵消离心力嘛。可一到车间,处处是细节魔鬼。❗
影响系数法,救了我半条命
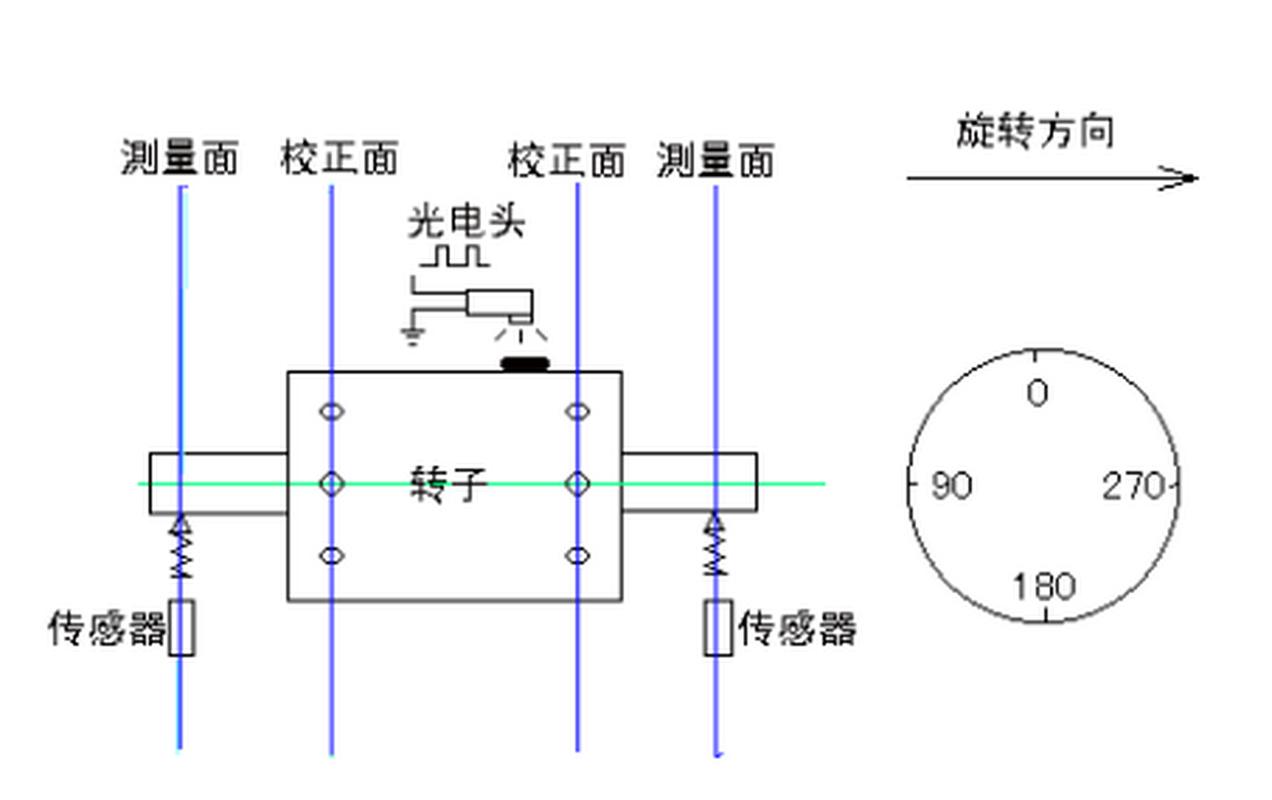
现场动平衡,我首推影响系数法。原理说白了:在转子上试加重,看振动矢量怎么变,反推出系统灵敏度。然后算校正量。第一次用的时候,我手工画极坐标图,算得眼花——现在有仪器自动处理,简直爽快。不过,你得确保线性假设成立,转速必须绝对稳定。有次在汽轮机上做,转速飘了20转,算出来的加重相位完全离谱,那次之后我养成了个习惯:哪怕多耗半小时,也得先排查转速传感器。
说到仪器,市面上从几十万的进口振动分析仪到八千块的国产手持表,我都用过。说实话,对于常规风机水泵,一台能显示1X幅值相位的表就够。但若遇上柔性转子,必须看波特图或奈奎斯特图,这时候便携系统至少要有双通道同步采集和频谱分析功能。我曾经贪便宜用单通道表处理一台大型压缩机,结果忽略了扭振分量,差点把联轴器干断。
💡 一个血泪教训:永远、永远在启停机时先测波德图!它能告诉你临界转速在哪、结构共振是否侵入运行区。否则平衡了半天,发现是基础刚度不足——那真叫白费力气。
配重块的那点事儿

很多人以为算完质量相位,随便焊块铁上去就行。天真!加重半径必须精确,哪怕差2毫米,对于高速转子就是额外的弯矩。还有,焊接配重时,热变形能让轴弯几十微米,所以我后来坚决用夹块或螺钉固定,除非万不得已不动焊。另外,复合配重(在两个不同截面上加)这事儿,理论上能解耦,实践中却总被忽略,我见过太多人宁可在一个平面上加块超大的配重,导致轴向振动反而超标。
平衡做完后,别急着收工。必须再跑一次额定转速,记录残余振动。更重要的,测一下二次相位滞后的稳定性——如果相位漂移超过10°,八成有松动或热态变形,下次开车可能就恶化了。
问:动平衡做到什么程度算合格?
答:标准上通常看ISO 1940或API规定,比如常用旋转机械要求G2.5或G6.3。但实际现场,我更相信趋势:残余振动幅值在一个可接受范围内,且反复启停后相位重复性良好,那才算真稳了。数值达标但相位乱跳的,绝对有隐患。
问:现场做动平衡,到底要不要拆下转子?
答:绝大多数情况不用。现场动平衡本来就是针对已安装转子,利用在线振动测量,直接在法兰、叶轮处加重,这是它的最大优势。除非转子本身有严重的不平衡量超出修正能力,或者需要同时解决弯曲、不平衡和装配偏差,才考虑离线平衡机处理。但即便拆下,回来后也得做一次现场微调,因为装配带来的额外偏心是平衡机测不到的。
那些被忽视的“伪不平衡”
振动故障里,至少三分之一乍看像不平衡,实际是别的问题:不对中、轴弯曲、热套件松动、甚至流体激振。最迷惑人的是热态不平衡——冷态测得好好的,一带负荷,转子发生热弯曲,振动就爬升。这种要在工作温度下做平衡,或者先排除冷却不均。我曾经给一台高温引风机反复做冷态平衡,振动始终下不来,直到一次停机后用手摸了轴发现温差40度,才找到是冷却水套局部堵塞。

如今,很多工厂开始用自动平衡系统,比如电磁式或液喷式在线平衡头。原理挺炫,能实时补偿不平衡变化。但别迷信——它不能替代根源分析。如果是因为结垢或磨损导致的不平衡量持续增加,你该停机清理而不是靠平衡头硬撑。自动平衡更适合烟气轮机这类工况频繁波动的场合,常规设备还是先搞好初始平衡。
动平衡做久了,会形成一种直觉:看频谱里1X分量占比,看相位随转速变化率,就能初步判断。这直觉是无数次失败砸出来的。想省事?没门。每一个转子都有它的脾气,你得顺着它来。
✅ 最后分享一个小窍门:当现场平衡计算出的配重质量小于2克时,先别直接加,看看是不是测量噪声或其它振动源干扰。随便加可能反而恶化。另外,永远记录下每次尝试加重的位置和质量,建立设备平衡历史档案,下次同类问题一来,直接调用,比什么都快。