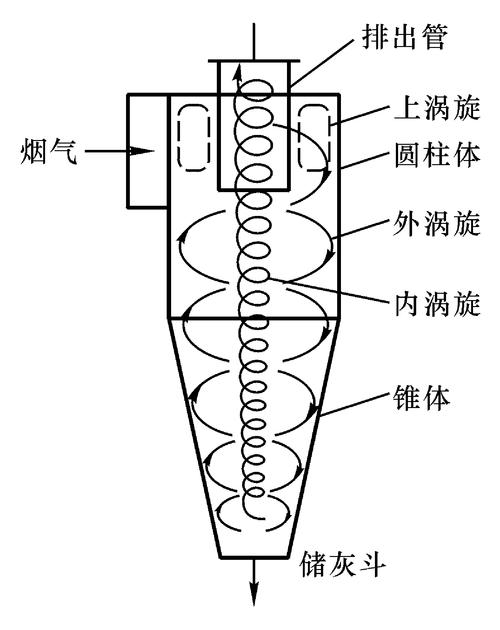
引言:旋风除尘器,简单却难用好的设备
干了十几年机械工程,说实话,旋风除尘器是最让我又爱又恨的设备。爱它的皮实,没动件,几乎不坏;恨它的“玄学”——明明按手册选的型号,一投产,效率惨不忍睹。有一次,客户车间里粉尘漫天,我去一看,除下来的颗粒还没进口的多!那种瞬间的无力感……后来发现,竟是排灰口漏风。漏风?对,就这么简单个事儿,搞砸了整个系统。
所以,这篇文章不打算给你上教科书。咱们就聊聊旋风除尘那些容易被忽略的致命点。你可能觉得选个除尘器无非看风量、粉尘浓度——远远不够。
一、选型不是套公式,气流分布才是灵魂
很多人都栽在这里:拿设计手册上的经典Lapple公式算效率曲线,然后就下单了。但是!手册上的效率可是基于理想入口流速和均匀的颗粒分布的。现实车间里,管道弯头、变径、阀门……这些玩意儿把来流搞得歪七扭八。你要是直接按名义风速15m/s选型,很可能局部速度飙到25,磨损剧增,分离效率反而掉下来。
我见过最离谱的一个项目,在旋风除尘器入口前不到两倍管径的距离就是一个90度弯头。结果呢?靠近内壁那半边风速极高,颗粒撞上去反弹,根本来不及离心沉降。后来加了导流板,效率立刻回升了十几个点。因此,必须看上游管道布置!如果可以,在入口直管段留出至少8倍管径的长度,让气流稳一稳。
二、压降与效率的平衡:别让省电费毁了除尘
有些老板喜欢压降低的除尘器,觉得省电。唉,典型的捡芝麻丢西瓜。旋风除尘的原理就是靠压力损失换离心力。压降过低,意味着气流速度不够,颗粒甩不出去。通常工业上,高效旋风除尘器压降在1000-2000Pa才靠谱。低于800Pa,你还指望分离5微米的粉尘?做梦呢!
不过话说回来,压降过高也不行——风机能耗吃不消,而且超过2500Pa容易产生涡流,反而导致效率不再提升,还加剧内壁磨损。有个经验:对于中位粒径10μm的粉尘,最佳压降大概在1200-1500Pa左右,这时效率能稳定在95%以上。当然,具体还得看颗粒密度和浓度。💡小贴士:如果粉尘浓度>50g/m³,考虑二级串联,第一级用低阻型预除尘,第二级高效,综合成本更低。
三、排灰系统:被忽视的“背压”杀手

这事儿不说出来我憋得慌——90%的现场问题,都出在排灰口漏风或卸灰阀卡滞!旋风除尘器内部是负压,排灰口哪怕一点点漏气,都会把已分离的粉尘重新卷起。有实验数据表明,漏风量达到总风量的1%,除尘效率就可能下降20%-30%!够吓人吧?
所以,卸灰阀的选择极其重要。双层翻板阀或者星型卸料器是标配,但必须保证密封性。很多人用久了不维护,阀板磨损后关不严……然后呢?效率越来越差,还找不到原因,最后怪设备不好。定期检查卸灰阀密封条、及时更换,花小钱省大心。
问:怎么快速判断排灰系统是否漏风? 答:简单粗暴的方法:拿一根烟棒或香靠近排灰口,看烟是往外吹还是往里吸。如果往里吸,说明漏风严重;如果烟气微微被吸进去,说明密封尚可,但最好还是用微压计测一下——排灰口负压应略低于除尘器锥体底部压力,差值太大就有问题。另外,听声音:如果听到嘶嘶的抽气声,不用想,肯定漏了。
四、磨损:不是等破洞再补,而是该预判
旋风除尘器内壁磨损,尤其是锥体下部和进气蜗壳,几乎是必然的。处理磨琢性粉尘(如石英砂、矿渣)时,普通碳钢可能半年就磨穿。我的做法是:在设计阶段就要求内衬耐磨材料,如刚玉陶瓷或铸石板,成本增加不了太多,但寿命能翻好几倍。或者,干脆把壁厚加厚,留出3-5mm的腐蚀余量——但重量和成本也会上去。
还有一个被忽略的点:流向速度。如果想降低磨损,可以适当提高除尘器直径,降低入口速度,但这又会牺牲效率……哈哈,又回到那个让人头疼的平衡题。所以,针对高磨损物料,我强烈建议做CFD模拟,找出现磨损最严重的区域,做针对性耐磨处理。
问:旋风除尘器的内壁磨损一般先发生在哪?怎么预防? 答:根据我的经验,最易磨损的部位是锥体下三分之一处,因为那里离心力最大,颗粒浓度也高,且常有螺旋向上的二次流,导致壁面受到强烈冲刷。其次是进气口的对面壁面,气流刚进入后会直接撞击那里。预防措施:第一,在这些部位内衬耐磨材料;第二,优化进气口设计,避免气流直接冲击壁面,可采用蜗壳渐开线入口;第三,在锥体部分可设计可更换的耐磨衬套,便于维护。千万不要等磨穿了再修,那时候设备本体已经受损了。
还有一桩事儿不得不提:高湿度粉尘。比如烘干机尾气,粉尘含湿量一大,就爱在器壁粘结,堵得你怀疑人生。那种黏糊糊的泥状物卡在锥体,不仅效率暴跌,还可能导致整个系统堵死。遇到这种情况,单纯旋风除尘器就力不从心了。要么在入口管道保温避免结露,要么改用带加热的除尘器,或者前端增加预烘干。否则,天天捅,工人非疯了不可。😂
五、串联与并联:系统设计的误区
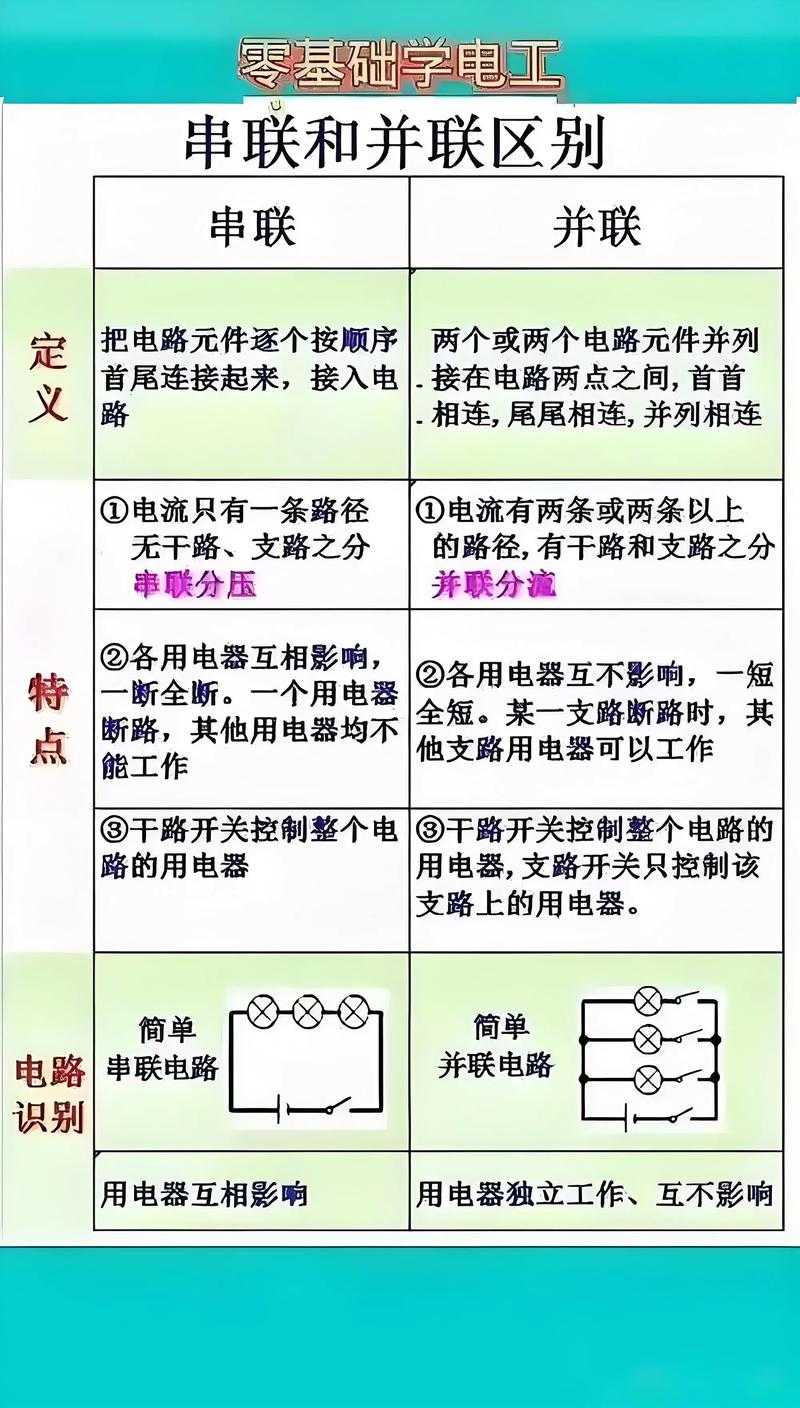
有时单台旋风除尘器处理不了大风量,需要并联。但并联最容易出现的毛病是气流分配不均。几台设备共用一个进气总管,如果支管没有调节阀,阻力小的那台会“抢”走大部分风量,导致其他设备闲置,总体效率下降。⚠️恶劣时,甚至引起某台设备的粉尘倒灌。因此,并联支管上必须加装调节风阀,并实际测量每个支路的风量,确保偏差在±5%以内。
串联的情况呢?刚才提过了,常用于高浓度预收尘或多级分离。但要小心串联带来的背压相互影响。尤其是第二级比较精密时,第一级排灰的漏风会进入第二级,可能把它也搞乱。所以,各级之间最好有中间缓冲仓,或者采用独立卸灰系统。
结语:谨慎对待“标准设计”
说实话,我不相信任何“标准”旋风除尘器能完美适应所有工况。粉尘特性(粒径分布、密度、含水率、黏附性)千差万别,气流条件更是复杂。要想让旋风除尘真正高效,必须从现场气流分析入手,关注入口流场、排灰密封、磨损防护这些被设计工程师常忽略的“脏活”。下次再选型,别只盯着样本上那个效率曲线了——多问问供应商:你们在类似工况下的实际运行数据是多少?锥体衬里怎么做的?漏风率能控制在多少?
记住,细节里藏着魔鬼,也藏着效率。💪