2026-06-16 23:42:38 作者:网编
分类:文章
上个月,一个老客户打电话来,声音里带着火气。“王工,那台烘箱又出问题了!”这台子刚用了半年多,温控飘得离谱,烘出来的工件一批硬一批软。我赶过去一看——好嘛,风道设计根本不合理,加热管那边都快烧红了,远端却还凉着。这种问题,说到底,是选型时欠的债。
选烘箱的时候,很多人的关注点跑偏了。什么“功率够不够大”“温度能不能到300度”——然后就被销售牵着走了,对吧?功率大确实重要,但要是均匀性一塌糊涂,你烘个寂寞。✅均匀性,三个字,出问题的概率比你想的高得多。
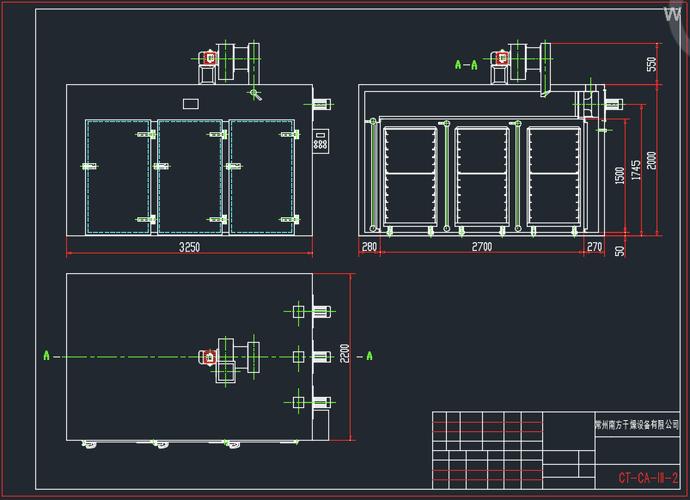 工业烘箱内部风道设计结构图
工业烘箱内部风道设计结构图
温度均匀性:别只看控制器的数字
你看铭牌上写着±1℃,就真信了?那叫控制精度,是传感器那个点的精度。实际箱子里九点测温一测,±5℃都常见。我曾经拆过一台平价的强制对流烘箱,风机在顶上,结果热风就在上层打转,下层几乎是冷的。客户拿来烘环氧树脂,明明固化温度是150℃,底层零件根本没熟透。💡教训:买之前必须要求空载九点测温报告,而且注明是工作区体积内的均匀度,不是随便测几个方便的点。
不过话说回来,均匀性也不是全凭风机。箱体结构、内胆材质、加热元件的布局都在较劲。有些人非要追求“全不锈钢内胆”,其实201不锈钢用久了照样生锈,特别是烘含氯的东西。我们有个做PCB烘干的客户,图便宜选了个201内胆,三个月后内壁全是锈斑,板子全废了——哭都来不及。
问:工业烘箱用不锈钢内胆就万无一失吗?
答:想得美。不锈钢分好多种,至少得304起步,如果工艺有腐蚀性气体,316L都可能扛不住,得用特氟龙涂层或者石英内胆。另外,别忽略密封条,硅橡胶的耐温极限也就200多度,超过250℃必须用氟橡胶。这些小东西,坏了能把整台烘箱变成废铁。❗
结构细节:风道、循环与死角
说回那个风道。我见过最离谱的设计,是出风口正对工件,结果热风直接吹到表面,局部温度冲上两百多,边缘却才一百出头。真事。后来我们给改了导流板,加了阶梯式试架,均匀性立马从±8℃改善到±1.5℃。结构这东西,一点小改动,效果天差地别。
还有,很多人买烘箱不看换气量。如果你烘的是溶剂型涂料,废气排不出去,箱体内VOC浓度上来,轻则产品起泡,重则炸。是的,炸。十年前一家汽配厂,烘箱没调好排风,半夜一声闷响,门都飞了。现在想起来还后怕。所以订设备时,别忘了计算最大挥发量,排风管道直径不能凑合。
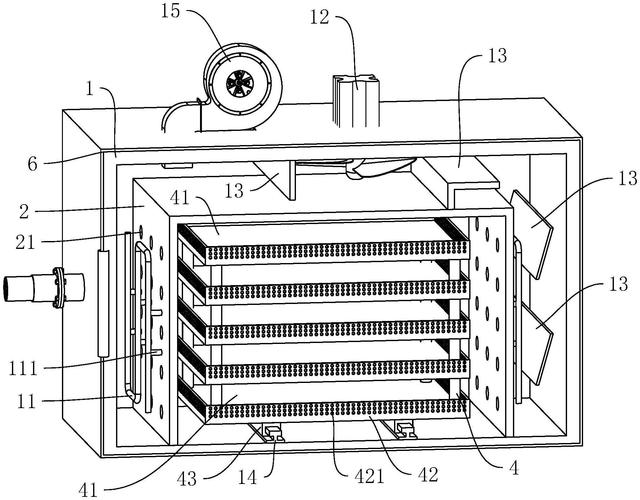 工业烘箱热风循环导流板结构示意图
问:烘箱的升温速度越快越好吗?
答:这要看工艺。有些材料急热会开裂,比如厚壁陶瓷或者大块金属件,必须阶梯升温。但一味慢也不行,耗能过高。通常,我们建议空载升温速率在5-10℃/min之间,然后根据工件热容微调。关键是控得住,而不是傻快。
工业烘箱热风循环导流板结构示意图
问:烘箱的升温速度越快越好吗?
答:这要看工艺。有些材料急热会开裂,比如厚壁陶瓷或者大块金属件,必须阶梯升温。但一味慢也不行,耗能过高。通常,我们建议空载升温速率在5-10℃/min之间,然后根据工件热容微调。关键是控得住,而不是傻快。
控制系统与安全:别被触摸屏忽悠
 控制系统与安全:别被触摸屏忽悠
现在的烘箱,动不动就给你上7寸触摸屏、PLC、远程监控。说实话,这些功能有用,但不是核心。核心是什么?超温保护。你的温控器可以坏,传感器可以漂,但超温保护必须独立!我见过一个案例,主控失效,温度直飙400℃,结果保护是同一套回路,根本没动作,烧了一炉子铝件。惨痛。所以,超温保护要用单独的热电偶和独立的接触器,设定值一般比工作温度高10-15℃,一旦触发热源全断。
另一个是计时逻辑。有些烘箱的计时是从开机算起,而不是达到设定温度后才开始。你设了烤两小时,结果升温用了40分钟,实际保温才80分钟。这能烤出好东西才怪。所以,要求到温计时功能,并且计时器要有独立的后备电池,别一断电就归零。✅
对了,保温层也是坑。岩棉便宜,但吸水,久了塌陷;陶瓷纤维干净,但刺痒,维护时得戴手套。现在有种气凝胶保温,效果拔群,就是贵得肉疼。我们给一个军工项目用过,厚度减了一半,能耗降了30%,但一台烘箱价钱得乘1.5。值不值?看你产品附加值多高了。
最后说个容易被忽略的:开门方式。单开门简单,但散热面积大;双开门效率高,但密封难做;升降门省空间,但容易卡住。你车间要是常走叉车,做地台轨道升降门最靠谱,就是制造成本高点。
选烘箱这回事,说到底,不是买一个加热箱子,是买一个温度场。能稳定跑好这个场的,才值那个钱。别被参数表骗了,多去现场看,让厂家带你去正在用的客户那里,打开门,摸摸内壁,听听噪音,闻闻味道。真的,烘箱好坏,有时候不用测,看一眼焊缝,踩一脚底盘,心里就有数了。
控制系统与安全:别被触摸屏忽悠
现在的烘箱,动不动就给你上7寸触摸屏、PLC、远程监控。说实话,这些功能有用,但不是核心。核心是什么?超温保护。你的温控器可以坏,传感器可以漂,但超温保护必须独立!我见过一个案例,主控失效,温度直飙400℃,结果保护是同一套回路,根本没动作,烧了一炉子铝件。惨痛。所以,超温保护要用单独的热电偶和独立的接触器,设定值一般比工作温度高10-15℃,一旦触发热源全断。
另一个是计时逻辑。有些烘箱的计时是从开机算起,而不是达到设定温度后才开始。你设了烤两小时,结果升温用了40分钟,实际保温才80分钟。这能烤出好东西才怪。所以,要求到温计时功能,并且计时器要有独立的后备电池,别一断电就归零。✅
对了,保温层也是坑。岩棉便宜,但吸水,久了塌陷;陶瓷纤维干净,但刺痒,维护时得戴手套。现在有种气凝胶保温,效果拔群,就是贵得肉疼。我们给一个军工项目用过,厚度减了一半,能耗降了30%,但一台烘箱价钱得乘1.5。值不值?看你产品附加值多高了。
最后说个容易被忽略的:开门方式。单开门简单,但散热面积大;双开门效率高,但密封难做;升降门省空间,但容易卡住。你车间要是常走叉车,做地台轨道升降门最靠谱,就是制造成本高点。
选烘箱这回事,说到底,不是买一个加热箱子,是买一个温度场。能稳定跑好这个场的,才值那个钱。别被参数表骗了,多去现场看,让厂家带你去正在用的客户那里,打开门,摸摸内壁,听听噪音,闻闻味道。真的,烘箱好坏,有时候不用测,看一眼焊缝,踩一脚底盘,心里就有数了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业烘箱选型踩坑实录:别让这些细节毁了你的产品
文章链接:https://www.zystgy.cn/a/53203