2026-06-16 23:06:44 作者:网编
分类:文章
上个月去一个热处理车间,看到他们新买的一台工业电炉,炉门一开,温度哗哗掉,炉温均匀性差得一塌糊涂。老张——厂里的技术负责人——跟我吐槽:“这破炉子,白瞎了二十万。”说实话,当时心里挺不是滋味。工业电炉这玩意,看着简单,不就是个带加热的箱子嘛,但真用起来,坑可不少。
选型时的误区,你中了几条?
很多人买工业电炉,上来就看功率,看最高温度。错!大错特错。功率和温度只是基础,真正决定炉子好不好用的,是炉温均匀性。你想想,一个热处理工艺,温差超过±5℃,产品出来硬度不均,变形开裂,那损失就不是一点半点了。尤其是做精密零件、航空航天件的,对炉温均匀性要求极高,国标GB/T9452有明确规定,可好多小厂根本不测,或者测了也糊弄。
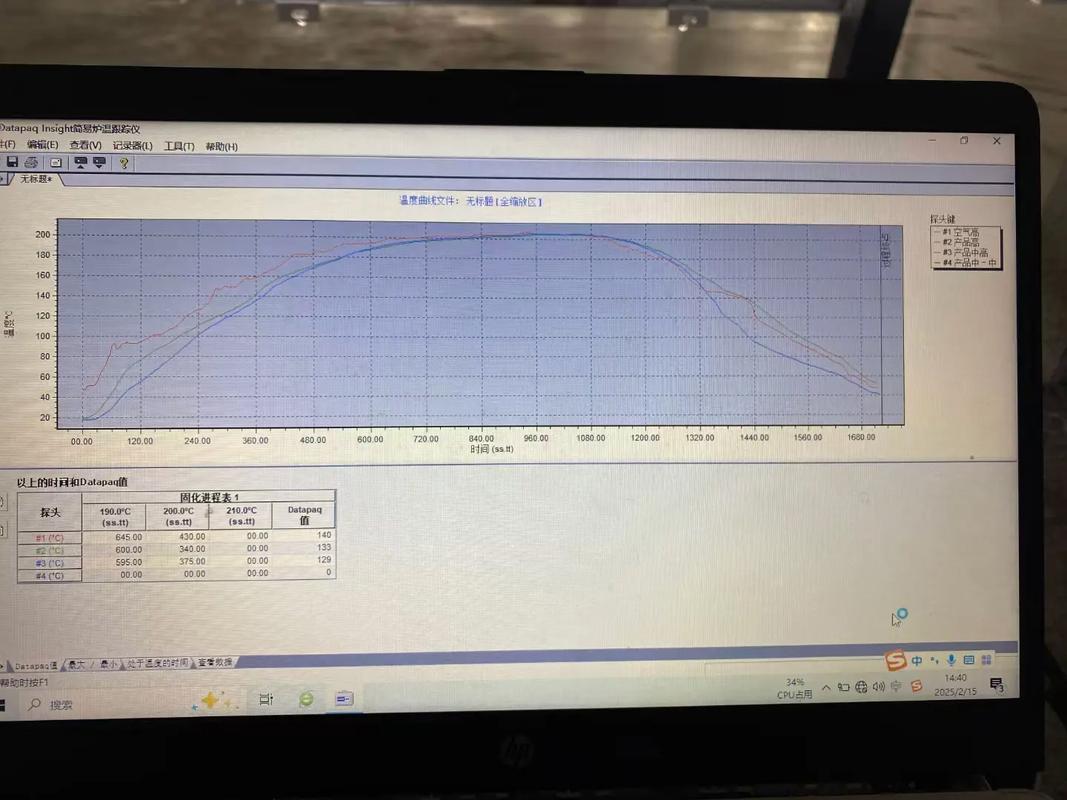 工业电炉炉温均匀性测试布点图
还有加热元件。电阻丝?硅碳棒?硅钼棒?很多人被销售一忽悠,就选了最贵的。其实呢,要看你工艺温度和气氛。比如氮气保护下,电阻丝容易氧化,寿命短;硅钼棒呢,贵,但适合高温氧化气氛。我见过一家做粉末冶金的,非要用电阻丝,结果三天两头断,检修停炉,成本比用硅钼棒还高。话说回来,选型时你得问清楚:加热元件在特定气氛下的使用寿命,这才是关键。
💡 小结:选工业电炉,别光看参数表上的漂亮数字,要看实际工况下的性能。功率、温度、炉膛尺寸、加热元件、控温精度、炉衬材料…这些都得综合考量。
工业电炉炉温均匀性测试布点图
还有加热元件。电阻丝?硅碳棒?硅钼棒?很多人被销售一忽悠,就选了最贵的。其实呢,要看你工艺温度和气氛。比如氮气保护下,电阻丝容易氧化,寿命短;硅钼棒呢,贵,但适合高温氧化气氛。我见过一家做粉末冶金的,非要用电阻丝,结果三天两头断,检修停炉,成本比用硅钼棒还高。话说回来,选型时你得问清楚:加热元件在特定气氛下的使用寿命,这才是关键。
💡 小结:选工业电炉,别光看参数表上的漂亮数字,要看实际工况下的性能。功率、温度、炉膛尺寸、加热元件、控温精度、炉衬材料…这些都得综合考量。
炉衬材料,节能的命门
说起炉衬,以前都用耐火砖,厚重,蓄热大,升温慢,费电。现在全纤维炉衬是主流,陶瓷纤维模块,轻,保温好,节能效果明显。但!不是所有纤维都一个样。有些厂家用低档纤维,收缩大,用不了多久就出现缝隙,热量流失。我之前帮一家锻造厂改造过一台老电炉,把砖衬换成高铝陶瓷纤维模块,升温时间缩短30%,每炉电费省了20%。数据摆在那儿,老板眼睛都亮了。
不过纤维炉衬也有毛病,怕水,怕腐蚀性气氛。如果你做盐浴退火或者带有挥发性酸碱的工艺,那就得考虑复合结构,内层用耐腐蚀材料,外层用纤维保温。没有一种方案包打天下,对吧?
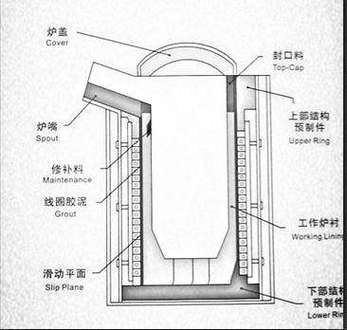 全纤维炉衬工业电炉内部结构
问:工业电炉的能效比现在有标准吗?怎么选节能的炉子?
答:有!国家标准GB/T 30839规定了工业电热装置能耗分等,电炉一般按可比能耗分成1、2、3级,1级最节能。选型时可以让厂家提供能效等级报告。另外,看炉衬厚度和密度,正常纤维炉衬密度要在128-160kg/m³,厚度根据温度定,一般1000℃的炉子,炉衬总厚度最好不低于250mm。还要注意炉门密封结构,沙封、气封或者软密封条,密封不好,热量跑得快,电表转得你心疼。
全纤维炉衬工业电炉内部结构
问:工业电炉的能效比现在有标准吗?怎么选节能的炉子?
答:有!国家标准GB/T 30839规定了工业电热装置能耗分等,电炉一般按可比能耗分成1、2、3级,1级最节能。选型时可以让厂家提供能效等级报告。另外,看炉衬厚度和密度,正常纤维炉衬密度要在128-160kg/m³,厚度根据温度定,一般1000℃的炉子,炉衬总厚度最好不低于250mm。还要注意炉门密封结构,沙封、气封或者软密封条,密封不好,热量跑得快,电表转得你心疼。
控温系统,别被“智能”忽悠瘸了
现在都说智能温控,什么PID、模糊控制、远程物联网。说实话,多数时候就是多个屏幕显示,花里胡哨。真正有用的控温,一是控温精度,二是控温均匀性。仪表精度0.1级还是0.2级?热电偶是K还是S?补偿导线用对了吗?这些细节才重要。
有一次调试一台新炉子,控温曲线总是不稳,最后查出是热电偶冷端补偿不对,厂家图省事,没装补偿导线,直接用铜线连。离谱吧?所以啊,你得盯紧:多区控温的同步性,功率调功方式(可控硅移相触发、过零触发、固态继电器),移相触发容易产生谐波,干扰电网,但对电网波动适应性强;过零触发无谐波,但控制精度略差。看你自己工厂的电网状况。
问:工业电炉的维护保养,平时要注意什么?
答:日常保养很关键,直接影响寿命。第一,每次开炉前,检查加热元件有无断裂、变形,特别是触点牢固不牢固。第二,定期清理炉膛内的氧化皮、杂物,尤其是电阻丝炉,氧化皮掉到炉底,积累多了会短路。第三,检查炉门密封,纤维炉衬如果局部损坏,及时修补,不然会越坏越大。第四,热电偶定期校准,半年一次,很多厂子从来没校过,温度不准了都不知道。第五,电气元件,接触器、可控硅,要清灰,散热风扇不能堵。这些看着琐碎,但能避免大故障。
说实话,工业电炉这行业,水挺深。同一个规格的炉子,价格能差出一倍,原因就在这些看不见的地方。设计、用料、做工,都影响最终使用效果。我见过最坑的是用普通钢板做炉壳,高温一烤,变形了,炉门关不上。正规的至少要用槽钢加强筋,炉壳厚实,焊接去应力。唉,图便宜吃大亏。
✅ 所以,买工业电炉,别只比价格。找个懂行的,去厂家实地看看,看看他们给谁供过货,问问使用情况。有时候花多点钱买台靠谱的,后面省心省钱,这才是真的。
总结就免了,越写越像教条。总之,电炉无小事,选型需谨慎。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业电炉选型:那些年,我交过的学费
文章链接:https://www.zystgy.cn/a/53201