干铸造三十年,各种熔炼炉摸了个遍。从最早的老式冲天炉到现在的中频炉,踩过的坑比走过的路还多。前阵子一个徒弟问我选熔炼炉要注意啥——我干脆把压在箱底的经验都抖出来,省得后来人再交学费。
炉子买多大?功率计算不是拍脑袋

很多老板上来就问:“我要化铜,一炉500公斤,得配多大功率?” 这种问题看似合理,其实忽略了关键——熔化率。功率得按每小时产能反推,还得考虑炉料形状、预热情况。500公斤铜,若想2小时出一炉,理论上500千瓦足够。但如果你用的是碎屑料,密度低,实际装料可能打七折,那就得600千瓦以上。而且线路损耗、水冷系统耗电都要算进去。我见过最离谱的案例,一个厂花了上百万买了台大炉子,结果变压器容量不够,一开机就跳闸……最后愣是又投了三十万增容。
问:熔炼炉的功率到底怎么计算?有没有简单公式?
答:有个经验值:熔化每吨铸铁耗电约550-650度,铸钢约600-700度,铜合金约400-500度,铝约600-700度(纯铝熔点虽低但比热容大)。然后除以你期望的熔化时间(小时),再乘以炉料系数(碎料1.1-1.3,整料1.0),就是所需功率。当然,这年头谁还手算,靠谱的厂家会提供详细热平衡计算书。但你一定要看懂,别被糊弄。
中频炉 vs 电弧炉?没有绝对答案
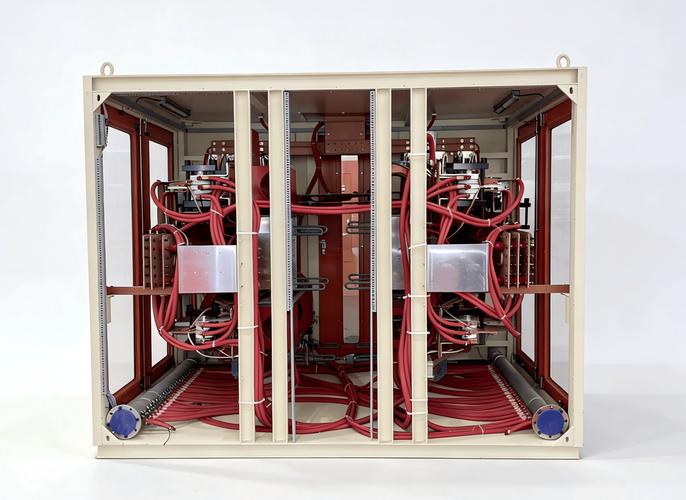
这个话题能吵三天三夜。电弧炉适合大型钢厂,起弧时噪音大、对电网冲击大,但废钢预处理简单。中频炉噪音小,熔化速度快,成分均匀,近年来在铸造厂越来越普及。不过话说回来,中频炉的电源柜可是个娇气东西,尤其是可控硅,散热做不好,夏天准烧。我遇到过连续三天烧了六只可控硅的糟心事,最后发现就是冷却水管路堵了那么一丁点。❗别看这零件小,折腾死人。
问:电弧炉和中频炉哪个更省电?
答:同等吨位下,中频炉通常更省电,因为热效率高(可达70%以上),而电弧炉一般60%左右。但电弧炉可以大量使用预处理废钢,原料成本低。所以综合成本还得看废钢价格和电价。另外,做高合金钢,电弧炉脱磷脱硫能力强;铸普通碳钢,中频炉操作更灵活。别信销售那张嘴,最好去正在使用的工厂实地蹲一天,啥都明白了。
炉衬寿命的秘密:耐火材料不是越贵越好
炉衬真的是消耗品里的无底洞。石英砂酸性料、镁砂碱性料、铝矾土中性料……选型不对,天天穿炉。有个做不锈钢的朋友,非要用酸性石英砂,结果炉龄不到30炉就侵蚀得不像样。后来换了镁铝尖晶石捣打料,稳定80炉以上。所以材料必须跟渣型匹配——酸性渣用酸性料,碱性渣用碱性料,绝对混不得。还有烧结工艺,升温曲线要严格遵守,急不得。我见过有工人为了赶产量,直接大功率猛烘,结果炉衬烧结层疏松,开炉第二炉就漏了……那场面,钢水四溅,后怕。

打结炉衬更是手艺活。现在好多厂用干振料,气动捣固要均匀,密度检测不能省。✅小技巧:做一个简易锤击测试,声音清脆说明密实,发闷就是有空洞。另外,补炉要勤,别等出了坑再补,那时候就是补丁摞补丁,迟早出事。
那些容易被忽略的关键细节
水冷系统——很多人不舍得投入,用普通水泵加个过滤器就完事。硬水地区,水垢能毁掉整个炉子。电磁搅拌线圈的冷却水管结垢后,流量下降,线圈过热烧毁,维修费够买十台软水机。还有漏炉报警装置,必须是个独立的可靠系统。有的厂用简易的电极棒感应,结果接地不良,炉子都漏了警报还没响……💡建议采用双层炉壳配连续漏液检测电路,多花几千块,救你一炉钢就值了。
再说液压系统,倾炉机构的油缸密封圈要定期换,别等漏油了再处理。我亲眼见过一台老炉子因为密封圈老化,浇铸时油缸突然抖动,钢水泼了出来——幸好没伤到人。安全连锁开关要每月测试,急停按钮必须醒目且容易触碰。
另外,关于环保。现在查得严,集尘罩设计要合理,既要捕集烟尘,又不能影响加料和拔渣。有些炉子加料时粉尘漫天,除尘风机开了等于白开。好的设计会采用侧吸加顶吸,加料口带自动风幕,效果天差地别。
说实话,在这个行业久了,越来越觉得细节定成败。熔炼炉不是一锤子买卖,买回来只是开始,用得好不好全看人。好了,先啰嗦这么多,有具体问题咱们再聊。总之,多跑现场,多跟炉工抽烟唠嗑,比看十本手册都有用。