上周老李的厂子停了一天工。起因不过是一小罐润滑脂。维修班拆开电机轴承的时候,那场面真是……里面黑糊糊的膏体干结成了硬块,滚道全是麻点。老李气得直拍大腿——这他妈的才换了三个月!润滑脂,看着不起眼,真能让你赔掉底裤。

说实话,我干这行二十年,见过太多因为润滑脂犯的低级错误。有些人把它当万金油,抓起一桶就往机器里怼。有些人迷信进口品牌,不看工况闭眼买。还有些人,压根不知道润滑脂有“寿命”这回事。设备轴承故障里,超过一半都和润滑有关,你说冤不冤?
润滑脂不是“黄油”:别拿老黄历糊弄精密设备
小时候看修车师傅拿着油枪往底盘上打黄油,以为那就是润滑脂的全部。其实差远了。润滑脂本质是基础油+稠化剂+添加剂的三明治结构。稠化剂就像海绵,把油兜住,工作时慢慢释放。添加剂则是功能性成分,抗磨、防锈、抗氧化,全靠它们。早期钙基脂不耐水,后来锂基脂一统天下,现在复合锂、聚脲、磺酸钙……各种神脂层出不穷。你还拿一桶二硫化钼锂基脂打天下?醒醒,那玩意儿高温下结焦能堵死油路!
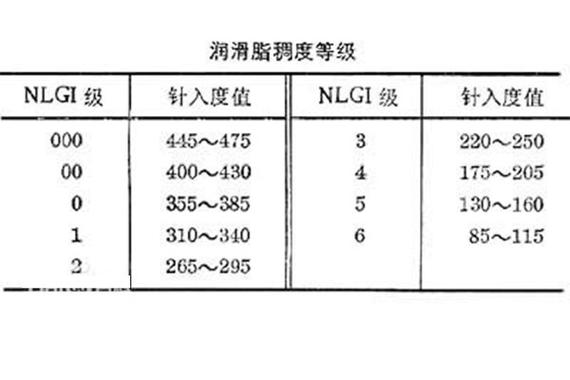
选润滑脂,得先看几个硬指标。滴点——脂从半固态变流体的温度,但千万别卡着滴点用,高温脂失温上限至少要比滴点低个三四十度。锥入度,也就是稠度,按NLGI分000到6,数字越小越软。0号像牙膏,2号像软膏,6号硬得像肥皂。多数滚动轴承用2号或3号,但高速轻载要用软点的,重载低速用硬点的。很多人不看基础油粘度,这才是选脂的灵魂。基础油粘度选错,稠化剂再好也白搭。
工况匹配:比挑对象还难?其实就四件事
问:我厂里最常用的就是深沟球轴承,转速3000转,温度六七十度,载荷不大,该用啥脂?
答:这工况太常见了,普通锂基脂,2号稠度,基础油粘度100-150 cSt@40℃足够了。但是如果轴承室密封不好,粉尘多,得考虑抗污染能力。密封轴承可以选粘度稍低一点的,散热好。不过提醒你,很多国产便宜脂的杂质含量高得吓人,你不如加点钱上外资品牌的基础款,别省小钱亏大钱。
问:我们有一台高温风机轴承,工作温度180℃,之前用普通脂三天就黑焦了,怎么办?
答:180℃你还用普通脂?你这是跟老板有仇还是跟自己有仇?赶紧换复合磺酸钙基脂或者聚脲脂,滴点都在250℃以上。别信那些号称“高温锂基脂”的,锂基滴点就190℃左右,顶着上限用迟早出事。而且要关注基础油类型,合成油(PAO或酯类)耐高温氧化好,矿物油到这个温度直接挥发结碳。高温脂不是越贵越好,关键看稠化剂体系和基础油类型。✅
除了温度,转速因子也不容忽略。DN值(轴承内径mm×转速rpm)超过30万就要用低粘度基础油+较软稠度的脂,不然搅动生热够你受的。还有重载工况,四球焊接负荷低的脂,表面抗磨剂不足,轴承滚子坑坑洼洼。食品级工况必须用H1级偶然接触脂,别拿工业脂糊弄,万一被查到,停产罚款划不来。💡
保养误区:老做法的坑你还在跳?
很多老师傅喜欢把轴承室填得满满当当,说这样才够劲。错!滚动轴承加脂量占空腔容积的30%-50%最合适,加多了搅动温升高一二十度,脂很快老化。低速轴承可以稍多,高速必须减少。最好用加脂枪定量加,别凭手感。
混用更是大忌!不同稠化剂的脂混一起,结构破坏,变稀流失。我有次见人把锂基脂和膨润土脂掺着用,半天下班一看,轴承下方漏了一滩油……清洗轴承重加,费工费时。实在不确定,就用专用清洗剂把原来脂彻底冲掉,再换新脂。还有,再润滑周期不能死板照搬厂家数据,现场污染、水分、温度都会缩寿。有条件的用震动分析或油质分析判断换脂时机,别等到轴承咬死才追悔莫及。
天冷时润滑脂变硬,有的人用火烤或者随便稀释……千万不要!加热不均匀破坏结构,加溶剂直接让稠化剂析出。低温启动困难就选低温脂,合成基础油能到-50℃还保持流动性。你看野外设备在零下四十度照样转,用的就是低温合成脂,普通脂早冻成蜡了。❗
还有一个被忽略的点:密封。润滑脂本身就有一定密封作用,能阻挡外界污染物。但选脂时要考虑密封件相容性,有些脂的添加剂会溶胀橡胶密封圈。别问我怎么知道的,我换过一箱因脂腐蚀而漏油的减速机密封圈……全是泪。
写到这里,想起老李最后换上了我推荐的脂,半年后拆检轴承光滑如新,他请我喝了顿酒。润滑脂这玩意儿,越是基础,越容易被无视。花点心思选对、用好,你的设备会给你惊喜。不然,亡羊补牢的代价可是按停机工时和备件贬值算的。你还敢随便从货架角落摸一桶就往里加吗?🙂