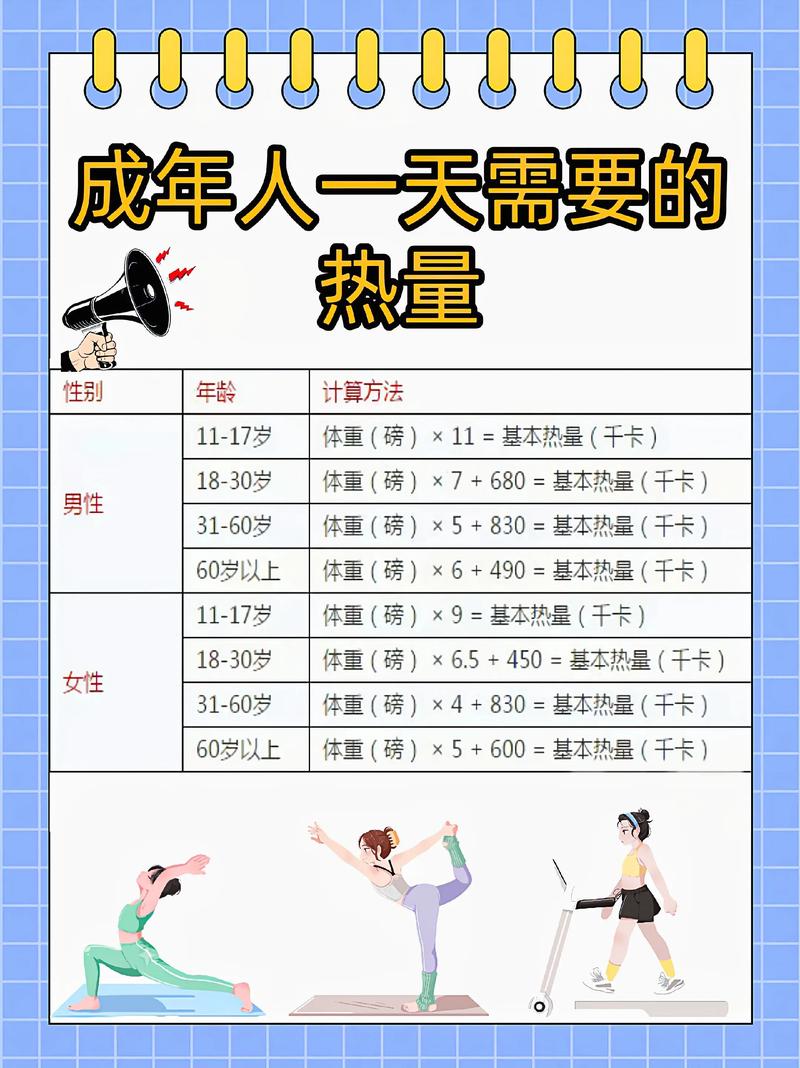
一、先搞清一个要命的问题:你的热量到底“长”什么样?
二、技术选型:没有最好的,只有最不要命的匹配
余热回收的技术路线多如牛毛。我随便列几个:热管换热器、板式换热器、余热锅炉、省煤器、空气预热器、有机朗肯循环(ORC)发电……这么多选择,难道抓阄吗? 问:我们厂是小型热镀锌线,烟气温度500℃左右,风量不大,想用来预热助燃空气,该选什么? 答:这种情况我最喜欢推荐热管换热器。为什么?因为它没有运动部件,烟气侧和空气侧完全隔开,单根热管损坏不会导致两侧互窜——这对于镀锌线的氧化性气氛维持太重要了。而且热管能在小温差下高效传热,布置起来也灵活。不过,注意了!热管工质必须根据烟气温度精准选择,萘工质在500℃表现不错,但一旦超温,萘会分解碳化,整根管子就废了。我们曾经在一个电炉烟气上用过钠钾合金热管,那玩意儿高温性能强悍,但泄露一点就冒紫烟,吓死个人。 问:我们的玻璃窑炉烟气温度1400℃,想发电,是不是必须上余热锅炉+汽轮机? 答:1400℃直接上锅炉,那是对材料的极限挑战。常规的余热锅炉蒸汽参数也就中温中压,因为烟气侧辐射太强,水冷壁很容易过热爆管。我见过一个玻璃厂,非要用烟道式余热锅炉直连1400℃烟气,结果运行不到一周,水管壁温偏差超过80℃,引发热疲劳裂纹。正确的做法是:先用辐射冷却室把烟气降到900℃以下,再进对流段锅炉。或者,如果你胆子够大,可以考虑超临界二氧化碳布雷顿循环——不过那玩意儿国内成熟的案例还少,检修起来能让你哭。务实一点,就用成熟的饱和蒸汽发电,虽然效率低点,但至少稳当。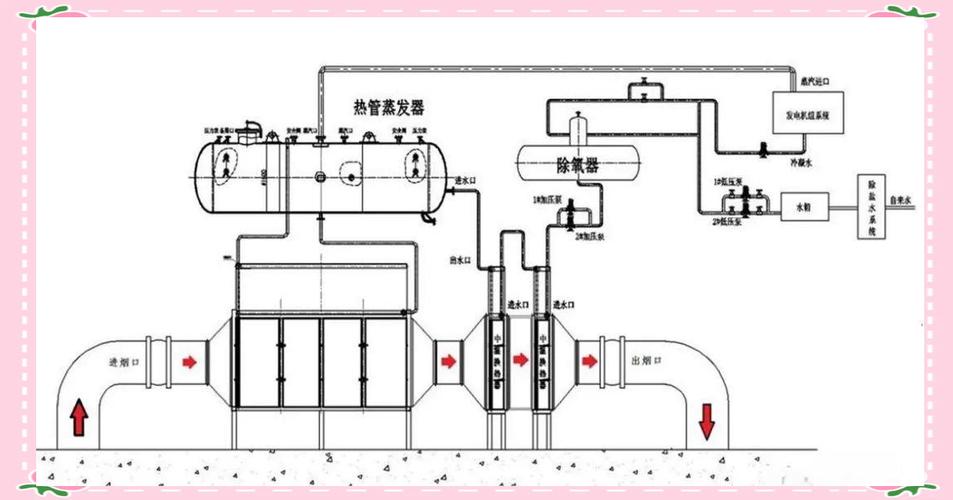
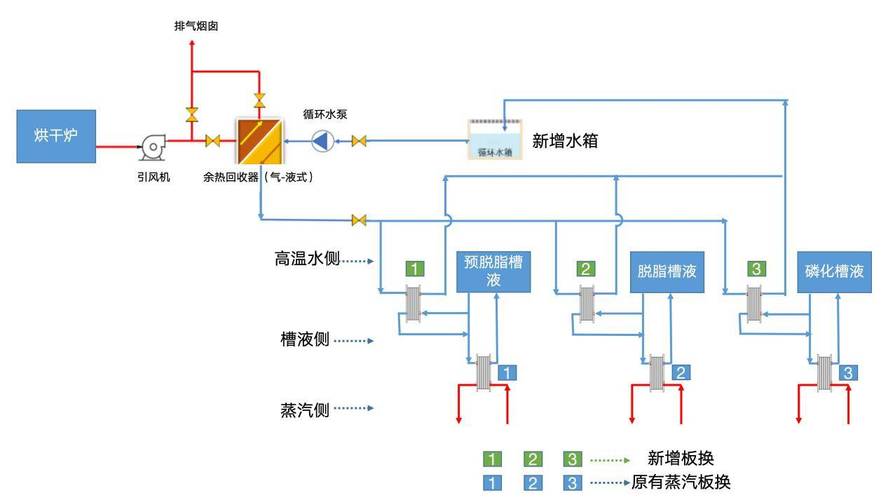
三、系统设计的魔鬼细节,没人告诉你
四、维护的真相:余热回收系统不是永动机
我总是听人说:“装上就没人管了,反正不耗电还能产热。” 这种想法要命。 余热回收装置必须定期检查换热面的清洁度和壁厚。高温烟气中可能有未燃尽的可燃物,比如CO、H2,遇到漏入的空气会二次燃烧,导致局部超温。我亲眼见过一次,因为空气预热器漏风,烟气中的CO在蓄热体里着火,把陶瓷蜂窝体烧成熔岩状——那画面太美我不敢看。 💡 实用维护清单: – 每周记录各段烟气进出口温度、压差,一旦压差异常升高,立刻安排清灰。 – 每月抽取换热器内部的冷凝水化验pH值和铁离子含量,判断腐蚀情况。 – 每半年至少打开一次人孔,用内窥镜查看管束,尤其弯头焊缝处。 – 安全阀、水位计等附件不能因为温度高就免检,反而更易失效。 问:我们的烟气余热回收系统产的热水温度总达不到设计值,是什么原因? 答:八成是换热面积灰或者水路侧结垢了。先查烟气侧压差,如果比设计值高,就是积灰;如果烟气压差正常,再查水路侧:是不是补水硬度太高,导致了碳酸钙垢?哪怕只有0.5毫米的水垢,传热系数就能下降30%以上。再有一个可能——你当初设计时取的进口烟气温度是设计工况,但实际生产负荷变了,烟气温度没那么高。