2026-06-15 11:51:36 作者:网编
分类:文章
上周去一个化工厂,看到操作工拿着红外枪对着反应釜扫了一下,读数95°C,但旁边双金属温度计却指着102°C。这事儿,对吧,看着不大,但要是控温不准,一批料可能就废了。说实话,我干了二十年仪表,最头疼的就是温度测量——看不见摸不着,误差来源一大堆。今天不扯那些大学课本上的理论,就聊聊工业现场那些跟温度计死磕出来的经验。
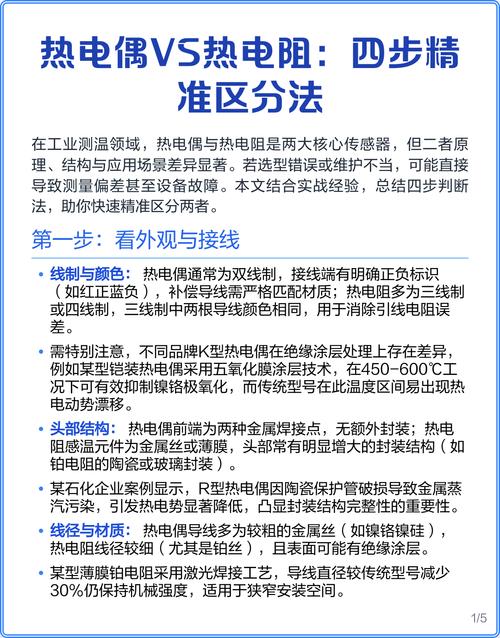
热电偶与热电阻:谁才是你的菜?
你可能觉得选温度计不就是看量程和精度吗?天真了!热电偶的测温范围可以到一千多度,但冷端温度补偿稍有不慎,误差就大得离谱。而热电阻(比如Pt100)在-200~500°C区间内精度极高,可一旦遇上强振动,里面的铂丝就可能断——头疼!我们车间有台压缩机,出口管道上装的热电阻,一年换了三次。后来换了支铠装热电偶,虽然精度差点,但至少活下来了。所以嘛,选型得看工况:高温高压用热电偶,洁净、低振动的精密控温用热电阻,没毛病。
 工业管道热电偶与热电阻对比安装
工业管道热电偶与热电阻对比安装
保护套管:被忽视的测温杀手
 保护套管:被忽视的测温杀手
大多数人选温度计只看量程精度,套管?随便弄个304就完了。结果热传导延迟,响应比裸探头慢好几秒——在快速反应过程里,这就是灾难。而且套管的插入深度、壁厚、材质都直接影响测量。有一次,一个发酵罐温度总是滞后,查了半天才发现套管插深不够,传感器根本没接触到介质主流区。✅经验:套管插入深度至少是管径的1/3到1/2,对于小管道要斜插才能保证有效深度。💡另外,腐蚀性介质别用普通不锈钢,哈氏合金、钽、甚至陶瓷套管该上就得上。
问:为什么双金属温度计在振动环境下容易失灵?
答:这得从它的结构说起。双金属温度计的核心是一对热膨胀系数不同的金属片缠绕成螺旋状,一端固定,另一端连接指针。温度变化时,金属片曲率改变带动指针。振动会加剧金属片的机械疲劳,导致零点漂移,甚至卡死。所以振动大的泵组、压缩机出口,我们一般会建议换成热电偶或热电阻配柔性连接。别问我是怎么知道的,那堆废掉的双金属表就是答案。
保护套管:被忽视的测温杀手
大多数人选温度计只看量程精度,套管?随便弄个304就完了。结果热传导延迟,响应比裸探头慢好几秒——在快速反应过程里,这就是灾难。而且套管的插入深度、壁厚、材质都直接影响测量。有一次,一个发酵罐温度总是滞后,查了半天才发现套管插深不够,传感器根本没接触到介质主流区。✅经验:套管插入深度至少是管径的1/3到1/2,对于小管道要斜插才能保证有效深度。💡另外,腐蚀性介质别用普通不锈钢,哈氏合金、钽、甚至陶瓷套管该上就得上。
问:为什么双金属温度计在振动环境下容易失灵?
答:这得从它的结构说起。双金属温度计的核心是一对热膨胀系数不同的金属片缠绕成螺旋状,一端固定,另一端连接指针。温度变化时,金属片曲率改变带动指针。振动会加剧金属片的机械疲劳,导致零点漂移,甚至卡死。所以振动大的泵组、压缩机出口,我们一般会建议换成热电偶或热电阻配柔性连接。别问我是怎么知道的,那堆废掉的双金属表就是答案。
校准周期与现场校验:别等出事了才着急
我们厂以前规定一年一校,但有一支热电偶在高温炉里用了三个月就漂了十几度——后来发现是保护管材质选错,氢渗透导致测量端污染。教训啊!所以关键工位的温度计,我主张用“周期+定检”结合:正常按规程周期校准,但每周或每月用便携式干体炉或标准温度计做比对。如果发现偏差超过允许值,立马拆下来送检。❗千万别迷信固定周期,工艺条件一变,测温性能可能就变了。
 现场温度计校准干体炉与冰点槽操作
问:红外测温仪能替代接触式温度计吗?
答:有些场景可以,比如检测配电柜母排温度,或金属热加工的快速巡检。但如果你要测的是透明液体、光亮金属表面,或附近有强光干扰,红外测温的发射率设定会让你怀疑人生。而且红外受距离系数、光斑影响,测小目标得用带瞄准的型号。说实话,接触式还是工业过程控制的主流,红外只是个补充工具,紧急情况下可以先用它排查,但连续控制还得上热电阻或热电偶。
行了,今天就扯这么多。下次谁再跟我抱怨温度测不准,先问他套管插深够不够——十有八九问题出这儿。选温度计这事儿,说到底是个细活儿,既要懂仪表本身,还得明白工艺介质、环境条件。别指望一个型号包打天下,那是不可能的。多去现场转转,跟操作工聊聊,比看十篇论文管用。
现场温度计校准干体炉与冰点槽操作
问:红外测温仪能替代接触式温度计吗?
答:有些场景可以,比如检测配电柜母排温度,或金属热加工的快速巡检。但如果你要测的是透明液体、光亮金属表面,或附近有强光干扰,红外测温的发射率设定会让你怀疑人生。而且红外受距离系数、光斑影响,测小目标得用带瞄准的型号。说实话,接触式还是工业过程控制的主流,红外只是个补充工具,紧急情况下可以先用它排查,但连续控制还得上热电阻或热电偶。
行了,今天就扯这么多。下次谁再跟我抱怨温度测不准,先问他套管插深够不够——十有八九问题出这儿。选温度计这事儿,说到底是个细活儿,既要懂仪表本身,还得明白工艺介质、环境条件。别指望一个型号包打天下,那是不可能的。多去现场转转,跟操作工聊聊,比看十篇论文管用。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业温度计选型与校准:那些老师傅不会告诉你的门道
文章链接:https://www.zystgy.cn/a/53084