工作原理?几句话说明白
齿轮泵的结构——俩齿轮咬在一起转,一个吸油一个压油。主动轮一转,困在齿槽里的油液就被推着走。简单吧?可就这么个玩意,能玩出无数花样。 困油现象是精髓。齿轮啮合时,两对齿之间会形成一个封闭容积,里面的油液被剧烈压缩,压力瞬间飙到几百公斤。以前老式泵没开卸荷槽,那动静——跟放鞭炮似的。现在的泵都在侧板上开了槽,但很多仿制泵槽子开的不到位,照样吵得要死。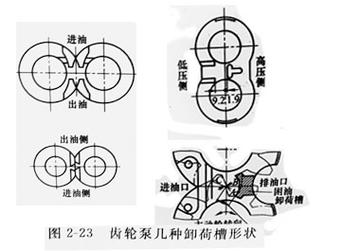
选型时,你踩过哪些坑?
误区一:排量越大越好。 “大马拉小车”毁泵没商量。流量过大会导致吸油不足,产生气蚀——比磨损还狠,齿轮表面像被虫子啃过,全是麻点。得根据实际工况算,还要考虑管路阻力。有个小工具叫NPSH曲线,很多师傅压根不看❗ 误区二:材质只求便宜。 齿轮泵的齿轮材料常见有粉末冶金、20CrMnTi、40Cr。一般低压用粉末冶金,省钱;但超过20MPa还舍不得用合金钢,等着崩齿吧。见过一台泵,齿轮齿面压溃,整个液压系统瘫痪。老板为了省几百块钱,最后搭进去几万块维修费。
常见故障及自救方法
💡 声音异常:如果是连续的“嗡嗡”声,多半是吸油管堵塞或油液太稠。突然的“尖叫”是气蚀的前兆。咔嗒声类似金属撞击——赶紧停!可能有杂质卡进啮合区了。有一次,我们在一台泵的油里捞出一截断掉的键,整个齿轮都打烂了。 💡 压力上不去:别急着调溢流阀。先检查端面间隙,最简单的法子——在端盖上涂薄薄一层蓝油,装上去转两圈再拆开,看接触印痕是不是均匀。如果只有局部接触,说明变形了。齿轮泵的端面密封全靠液压力平衡,壳体一旦变形,神仙难救。 💡 发热严重:八成是泄漏量太大,油液被反复挤压。手摸壳体觉得烫到不敢碰,差不多也就该拆检了。另外有些泵的浮动侧板方向装反,导致间隙异常——这低级错误还真有人犯❗你肯定想问的
问:齿轮泵到底能用到多高转速?答:样本上的最高转速,听听就好。那是在理想吸油条件下的极限值。实际管路有弯头、过滤器,吸油阻力一大,转速必须降。我们的经验是,普通工业齿轮泵在1500rpm以下比较稳妥。超过2000rpm,对油液清洁度和入口压力要求就苛刻多了——除非你想每三个月拆一次泵。 问:齿轮泵可以反转吗?
答:有些可以,比如内啮合齿轮泵,通过换向板能实现反转。但绝大多数外啮合齿轮泵,吸排油口是不对称的,反转会导致吸不上油,甚至把密封件冲坏。千万别拿转向开玩笑。曾经有电工接反了线,一启动,轴封处喷油,射了三米远,整个工位一片狼藉。 问:维护周期怎么定?
答:看油液清洁度。如果油里常有金属粉末,三个月检查一次;清洁度NAS 8级以上的,半年一检足够了。关键是把换下来的旧油送检,铁谱分析能提前告诉你齿轮是不是在异常磨损。比用耳朵听灵光得多。