2026-06-14 20:22:35 作者:网编
分类:文章
那台花了三十万改造的自动化产线,RFID读写器又罢工了。整整三个小时,标签像是人间蒸发,系统误读率飙升到47%。我蹲在辊道旁,看指示灯疯狂闪烁,心里只有一个念头——当初要是信了供应商的“即插即用”,现在流的泪都是选型时脑子进的水。
说实话,工业RFID这东西,理论和实践隔着一条银河。你翻开教科书,全是EM波传输模型、反向散射原理……可到了现场,一个不起眼的金属反射就能让你的读取距离从8米跌到80厘米。💡
我们踩过的坑,比产线上的螺丝还多。
选型时,我们到底在选什么?
很多人以为RFID就是买几个标签、几个读写头,往物料上一贴、一照,就万物互联了。天真。❗高频还是超高频?有源还是无源?光是频率选择,就够写一本血泪史。
高频(HF),13.56MHz,经典NFC那套,抗金属能力强,但读取距离短得可怜——通常不超过30厘米。适合刀具管理、小型工件追溯。但别幻想着用它做整托盘的快速出入库,它压根不是干这个的料。
超高频(UHF),860-960MHz,这是工业界的主流,远距离、多标签同时读取,听着很美。可它有个致命的软肋:金属与液体。电磁波打到金属表面,会产生反射波,相位抵消,标签IC得不到足够能量。你寄予厚望的9dBi圆极化天线,可能被一堆铝铸件干扰成“半盲”。
问:那超高频RFID在金属环境到底能不能用?
答:能,但必须上抗金属标签。这种标签内置了一层高磁导率吸波材料,或者设计成悬浮结构,把天线与金属面隔开。代价是成本翻倍,而且往往厚度较大,在小型工件上贴附困难。另外,读写器的极化方式和天线安装角度需要反复测试——所谓的“安装工程”根本不是厂家说的傻瓜式,我们曾为一个缸体追溯项目,光是天线倾角就调了整整两天。
 工业抗金属RFID标签安装在缸体表面
还有些人盲目追求多标签读取速率,上来就要“每秒800张”。结果发现,Gen2协议的Q算法确实能搞定碰撞,但前提是标签分布均匀、无盲区。现实产线上,标签挤成一团,或者被遮挡,读取率直接腰斩。我们现在的策略是:先做静态读取测试,摸清不同堆叠密度下的真实效率,再拍板型号。选型不是看手册,是看血与泪的测试记录。
工业抗金属RFID标签安装在缸体表面
还有些人盲目追求多标签读取速率,上来就要“每秒800张”。结果发现,Gen2协议的Q算法确实能搞定碰撞,但前提是标签分布均匀、无盲区。现实产线上,标签挤成一团,或者被遮挡,读取率直接腰斩。我们现在的策略是:先做静态读取测试,摸清不同堆叠密度下的真实效率,再拍板型号。选型不是看手册,是看血与泪的测试记录。
施工调试的魔鬼细节
如果说选型是纸上谈兵,那施工就是真刀真枪。🔧一个不起眼的细节,就能让整套系统沦为摆设。
读写器装在哪个位置?供应商给的“最佳安装距离”是实验室数据。我们管它叫“真空球形鸡”参数。实际走线时,旁边有变频器、伺服驱动器,电磁噪声大得吓人。那天我拿着频谱仪一扫,UHF频段底噪居然抬高了20dB。读写器就像个聋子,只能拼命提高发射功率,结果标签芯片因过载反而失效——这就是所谓的“近场盲区”。😤
必须拉开距离,或者加屏蔽板?没用,空间不允许。最后我们换用了窄波束天线,牺牲部分覆盖范围,才勉强稳定。所以啊,安装前不做现场频谱扫描,就是给自己埋雷。
问:为什么标签读取率总是不稳定?今天100%,明天就掉到60%?
答:多数时候是机械振动和温湿度在捣鬼。产线上的托盘反复冲击,标签稍微偏移一点点,极化失配就变了,读取率即刻跳水。还有些人图省事,用胶水直接把标签粘在油漆面上,结果油漆里的金属成分——某些防锈底漆含有大量铝粉——形成意料之外的反射层。还有一个元凶:标签的批量一致性。我们曾把同一批次500张标签全测一遍,性能差异超过3dB的竟然占12%,这种离散性在边缘读取时会被放大到灾难级别。唯一的办法是来料全检,并做老化测试:高温、高湿、振动,45度循环72小时后再测一遍。
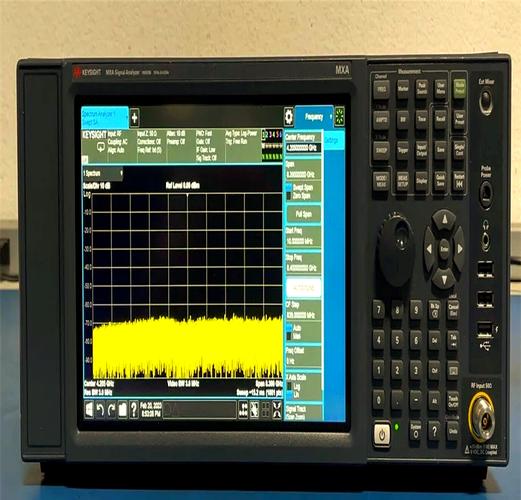 工程师用频谱仪检测工业RFID读写器天线驻波
走线也不好惹。射频同轴电缆,每米损耗0.2dB,十个接头一加,输出功率衰减三分之一。我们吃过最大的亏,是电缆接头用普通扳手拧紧,以为没事。实际上,对UHF来说,螺纹连接处的微小气隙会产生阻抗突变,驻波比飙升,大量功率被反射回读写器,烧毁功放级的惨剧,一次就够了。所以,每次施工完毕,必须用矢量网络分析仪测天线端口的回波损耗,低于-15dB才签字验收。
工程师用频谱仪检测工业RFID读写器天线驻波
走线也不好惹。射频同轴电缆,每米损耗0.2dB,十个接头一加,输出功率衰减三分之一。我们吃过最大的亏,是电缆接头用普通扳手拧紧,以为没事。实际上,对UHF来说,螺纹连接处的微小气隙会产生阻抗突变,驻波比飙升,大量功率被反射回读写器,烧毁功放级的惨剧,一次就够了。所以,每次施工完毕,必须用矢量网络分析仪测天线端口的回波损耗,低于-15dB才签字验收。
数据洪流里的真金
 数据洪流里的真金
标签终于读准了,你以为大功告成?错,这才刚开始。RFID中间件的选型与配置,决定了你几年后是坐在监控室里喝咖啡,还是继续蹲现场陪产。
中间件,说白了就是给PLC、MES喂数据的过滤器。但很多人不懂,直接用读写器的原始报文。结果产线一开,每秒上千条EPC码涌来,其中夹杂着大量无效读取——同一个标签被多个读写器交叉覆盖重复上报、经过时间极短的“闪读”、没有滤除的镜像标签……PLC的CPU直接过载,扫描周期从20ms拖到300ms,整个工位动作全乱。
问:RFID中间件真的有必要吗?是不是又是个忽悠人的概念?
答:我的态度是:不用中间件也能跑,但你的控制程序会日趋臃肿,最终变成一堆补丁。中间件做几件事:去重(同一EPC在设定窗口内只上报一次)、平滑(连续N次读到才确认标签存在,避免干扰导致的闪断)、逻辑事件生成(把单纯的EPC流变成“上线-经过-下线”等业务事件)、协议转换(将LLRP或自定义协议转成Modbus TCP、Profinet等工业总线语言)。有一次我们帮一家汽车厂做发动机装配线改造,用了开源的Fosstrak,性能根本扛不住,最后斥资买了商业中间件,才把延迟稳定在10ms以下。这笔钱,省不得。
但也不要一上来就上重型平台。我们的经验是:50个读数点以内,用边缘网关+轻量级脚本足够;超过百点,再考虑分布式中间件集群。关键在于数据建模:产线上每个RFID点的逻辑意义必须事先定义清楚,否则中间件工程师哪怕把Java线程调出花,也无济于事。
其实,最让人上头的不是技术本身,而是人的惯性。MES部门总觉得RFID就是黑盒子,不愿改流程适配;设备厂家认为只要贴上标签就算交付,出了事儿推到现场环境。真正能发挥RFID威力的厂子,无一例外是工艺、自动化、IT三拨人坐在一起,死磕了几天几夜定下来的标签编码规则和业务逻辑。没有这种融合,你的RFID系统就是一堆闪烁的信号灯,好看,没用。
数据洪流里的真金
标签终于读准了,你以为大功告成?错,这才刚开始。RFID中间件的选型与配置,决定了你几年后是坐在监控室里喝咖啡,还是继续蹲现场陪产。
中间件,说白了就是给PLC、MES喂数据的过滤器。但很多人不懂,直接用读写器的原始报文。结果产线一开,每秒上千条EPC码涌来,其中夹杂着大量无效读取——同一个标签被多个读写器交叉覆盖重复上报、经过时间极短的“闪读”、没有滤除的镜像标签……PLC的CPU直接过载,扫描周期从20ms拖到300ms,整个工位动作全乱。
问:RFID中间件真的有必要吗?是不是又是个忽悠人的概念?
答:我的态度是:不用中间件也能跑,但你的控制程序会日趋臃肿,最终变成一堆补丁。中间件做几件事:去重(同一EPC在设定窗口内只上报一次)、平滑(连续N次读到才确认标签存在,避免干扰导致的闪断)、逻辑事件生成(把单纯的EPC流变成“上线-经过-下线”等业务事件)、协议转换(将LLRP或自定义协议转成Modbus TCP、Profinet等工业总线语言)。有一次我们帮一家汽车厂做发动机装配线改造,用了开源的Fosstrak,性能根本扛不住,最后斥资买了商业中间件,才把延迟稳定在10ms以下。这笔钱,省不得。
但也不要一上来就上重型平台。我们的经验是:50个读数点以内,用边缘网关+轻量级脚本足够;超过百点,再考虑分布式中间件集群。关键在于数据建模:产线上每个RFID点的逻辑意义必须事先定义清楚,否则中间件工程师哪怕把Java线程调出花,也无济于事。
其实,最让人上头的不是技术本身,而是人的惯性。MES部门总觉得RFID就是黑盒子,不愿改流程适配;设备厂家认为只要贴上标签就算交付,出了事儿推到现场环境。真正能发挥RFID威力的厂子,无一例外是工艺、自动化、IT三拨人坐在一起,死磕了几天几夜定下来的标签编码规则和业务逻辑。没有这种融合,你的RFID系统就是一堆闪烁的信号灯,好看,没用。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业RFID:部署前你必须知道的那些“坑”与真相
文章链接:https://www.zystgy.cn/a/53032