2026-06-14 06:38:34 作者:网编
分类:文章
冲压这玩意儿,干我们这行的没有不跟它打交道的。砰、砰、砰,那声音一响,流水线上的钞票就在跳。但你要是选错了设备——完蛋,修机的时间比干活儿还长。
我记得刚入行那会儿,在一家汽配厂,老板图便宜买了台二手的老式机械压力机,吨位标着315吨,实际呢?连250吨的活儿都干得磕磕巴巴。滑块下行时整个床身都在晃,模具寿命直接砍半。后来一测,曲轴磨损超差,飞轮填焊过,根本就是个贴牌翻新货。这事儿让我长了记性:买冲压设备,千万别只看铭牌参数,得扒开皮看骨头。
你肯定见过的几种冲压设备,但未必懂它们的脾气
机械压力机——冲压车间的绝对主力。曲柄连杆结构,一启动就是固定行程,每分钟咣咣咣几十下,效率高得飞起。但它的特性是下死点附近才有最大力,你要是做深拉伸或者需要长行程保压,趁早别打它主意。我见过有人用机械压机拉一个200mm深的电池壳,结果行程刚过半就卡住,模具拔不出来,最后用千斤顶硬顶出来,那场面……
说到机械压力机,就必须提一个恶心事儿:吨位虚标。有些小厂标称公称压力是在下死点前3mm测量的,但实际滑块到那个位置时,曲轴偏转角根本达不到标称扭矩。所以选型时至少要留15%的余量,尤其是做厚板冲裁。
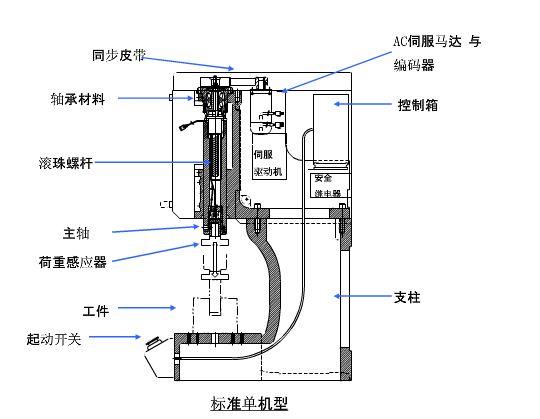 机械曲柄压力机内部结构剖视图
液压机呢?速度慢得像老牛拉车,但那股蛮力是真吓人。全程都能输出最大力,行程也随意调,适合深拉伸、压印、校直这类工艺。不过液压系统的泄漏问题——啧,十个液压机九个漏,还有一个在补油。维护起来费神,液压油清洁度稍微差点,阀芯就卡,O形圈一老化,整个车间地面亮晶晶。但有些活儿离不了它,比如铝合金轮毂的挤压成型,没个2000吨的液压机根本玩不转。
伺服冲压机——这几年火得不行。说白了就是把交流伺服电机直接连在曲轴上,取消了飞轮和离合器。优点?行程可编程、速度曲线任意调、噪声小、节能30%以上。关键是它能实现“保压”功能,在下死点附近停住,这对高强钢成型太重要了,回弹小得多。不过价格……一台200吨伺服冲压能买三台同吨位普通机械压机,老板们算投资回报率的时候直嘬牙花子。
机械曲柄压力机内部结构剖视图
液压机呢?速度慢得像老牛拉车,但那股蛮力是真吓人。全程都能输出最大力,行程也随意调,适合深拉伸、压印、校直这类工艺。不过液压系统的泄漏问题——啧,十个液压机九个漏,还有一个在补油。维护起来费神,液压油清洁度稍微差点,阀芯就卡,O形圈一老化,整个车间地面亮晶晶。但有些活儿离不了它,比如铝合金轮毂的挤压成型,没个2000吨的液压机根本玩不转。
伺服冲压机——这几年火得不行。说白了就是把交流伺服电机直接连在曲轴上,取消了飞轮和离合器。优点?行程可编程、速度曲线任意调、噪声小、节能30%以上。关键是它能实现“保压”功能,在下死点附近停住,这对高强钢成型太重要了,回弹小得多。不过价格……一台200吨伺服冲压能买三台同吨位普通机械压机,老板们算投资回报率的时候直嘬牙花子。
选型时老板只关心价格,但我想说这5个参数才要命
 选型时老板只关心价格,但我想说这5个参数才要命
你拿着零件图去找设备商,销售第一句话肯定是:“老板,要多大吨位的?” 别被带偏了。公称压力只是门槛,真正决定生产顺不顺畅的是这几个参数:
1. 行程长度:自动化连线时,机械手或送料机需要足够的空间伸进去,行程太短,夹钳还没退出来滑块就下来了,哐当一声,模具烂了可不是闹着玩的。
2. 封闭高度与装模高度:这两个经常被人搞混。封闭高度是滑块在下死点、连杆调节到最短时,滑块底面到工作台面的距离;装模高度是加上垫板后的实际可用高度。模具设计时得严格匹配,不然模具装不上,得加垫板,刚度又受影响。
3. 工作台尺寸:这个最直观,模具下模座必须小于工作台尺寸。但有时只考虑台面大小,忽略了T型槽位置和退料孔——下料落件的时候,废料卡在工作台孔里,能把人气疯。
4. 每分钟行程次数:直接跟你的生产节拍挂钩。但注意,标称的SPM是在空载连续行程下的数值,实际带模具、带送料机后,至少打个八折。
5. 精度保持性:导轨间隙、滑块底面对工作台的垂直度、平行度。这些出厂时都有数据,但用一阵子就走样。买设备前,问问厂家关键摩擦副的材质和热处理工艺,最好实地看看他们老客户的机床用了三五年后间隙量多大。
✅ 一个真实案例:朋友厂里做汽车座椅滑轨,材质是1.5mm的高强钢,原始选型冲裁力算出来160吨,买了台200吨的机械压力机。结果呢?冲头三班倒的干,半年不到,机身导轨侧隙从0.05mm变成了0.2mm,冲出来的件毛刺大得能割手。一查,是因为高强钢冲裁时有反向侧向力,曲柄滑块机构的侧向分力全吃在导轨上。后来换了台四点结构的多连杆压力机,问题才解决。这就是没把工艺力学的弯弯绕绕吃透的代价。
问:伺服冲压机节能30%,这数据是怎么算出来的?真有这么神?
答:这得从能量浪费的根儿上说。传统机械压力机有个巨大的飞轮,电机整天转着,离合器一结合才做功,非做功行程纯耗电。伺服冲压取消了飞轮,电机只在需要时转,而且能在下死点附近减速,把动能回收掉。实际测试,冲一个普通车门内板,传统机械压机一个冲次耗0.04度电,伺服压机0.026度。按一天冲5000次算,一年光电费省下近十万。不过你得算上设备折旧,如果产量不大,回本周期就长了。
选型时老板只关心价格,但我想说这5个参数才要命
你拿着零件图去找设备商,销售第一句话肯定是:“老板,要多大吨位的?” 别被带偏了。公称压力只是门槛,真正决定生产顺不顺畅的是这几个参数:
1. 行程长度:自动化连线时,机械手或送料机需要足够的空间伸进去,行程太短,夹钳还没退出来滑块就下来了,哐当一声,模具烂了可不是闹着玩的。
2. 封闭高度与装模高度:这两个经常被人搞混。封闭高度是滑块在下死点、连杆调节到最短时,滑块底面到工作台面的距离;装模高度是加上垫板后的实际可用高度。模具设计时得严格匹配,不然模具装不上,得加垫板,刚度又受影响。
3. 工作台尺寸:这个最直观,模具下模座必须小于工作台尺寸。但有时只考虑台面大小,忽略了T型槽位置和退料孔——下料落件的时候,废料卡在工作台孔里,能把人气疯。
4. 每分钟行程次数:直接跟你的生产节拍挂钩。但注意,标称的SPM是在空载连续行程下的数值,实际带模具、带送料机后,至少打个八折。
5. 精度保持性:导轨间隙、滑块底面对工作台的垂直度、平行度。这些出厂时都有数据,但用一阵子就走样。买设备前,问问厂家关键摩擦副的材质和热处理工艺,最好实地看看他们老客户的机床用了三五年后间隙量多大。
✅ 一个真实案例:朋友厂里做汽车座椅滑轨,材质是1.5mm的高强钢,原始选型冲裁力算出来160吨,买了台200吨的机械压力机。结果呢?冲头三班倒的干,半年不到,机身导轨侧隙从0.05mm变成了0.2mm,冲出来的件毛刺大得能割手。一查,是因为高强钢冲裁时有反向侧向力,曲柄滑块机构的侧向分力全吃在导轨上。后来换了台四点结构的多连杆压力机,问题才解决。这就是没把工艺力学的弯弯绕绕吃透的代价。
问:伺服冲压机节能30%,这数据是怎么算出来的?真有这么神?
答:这得从能量浪费的根儿上说。传统机械压力机有个巨大的飞轮,电机整天转着,离合器一结合才做功,非做功行程纯耗电。伺服冲压取消了飞轮,电机只在需要时转,而且能在下死点附近减速,把动能回收掉。实际测试,冲一个普通车门内板,传统机械压机一个冲次耗0.04度电,伺服压机0.026度。按一天冲5000次算,一年光电费省下近十万。不过你得算上设备折旧,如果产量不大,回本周期就长了。
自动化连线:现在没机器人,你都不好意思开冲压车间
说实话,近十年冲压行业最大的进步不是主机本身,而是自动化系统。以前讲“冲压线”,现在都叫“冲压自动化连线”。拆垛台车把板料送进去,清洗机涂油,对中台找正,然后六轴机器人或者摆臂式机械手抓起来送进第一台压机,出来再传给下一台,尾端收料码垛,全程不用人碰。
这种配置的好处不止是省人工。更重要的是节拍稳定。人送料总有快有慢,机器能卡到每分钟12—15次,而且一致性极高。我在一家主机厂看到他们冲侧围外板,五台压机串成一条线,从料片到成品,12秒一件。震撼。
 汽车冲压自动化生产线机器人抓取零件
但自动化对模具和压机的要求也高了。各台压机的行程曲线和送料机抓取点必须同步,不然两张皮,机械手撞模具的事故不少见。现在主流方案用电子凸轮曲线来协调,调试的时候一点点抠参数,那个过程真是痛苦又迷人。
安全保障是另一个话题。❗ 冲压工伤,轻则断指,重则没命。所以规矩必须硬:光栅没复位,滑块不能动;双人操作时,双手按钮必须同时按下且距离够远;进入模具区必须挂安全锁,断电、放气。这些不是啰嗦,都是血换来的教训。
问:冲压设备的日常维护,除了加油还有啥关键的?
答:润滑固然重要,但我重点提三个容易被无视的细节。第一,离合制动器检查——机械压力机的摩擦块磨损到距铆钉头剩1mm就得换,别等打滑了才修,那会烧掉整套摩擦盘。第二,液压系统的油质,每2000小时取一次油样,查颗粒度和水含量,伺服阀对污染极敏感。第三,平衡缸气压,跟滑块重量匹配,过大会影响停车精度,过小则滑块会有自由落体风险。这些点你在操作手册上都能找到,但很多厂维护人员懒得做,最后酿大祸。
还得啰嗦一句模具的配合维护。冲压设备不是独立存在的,模具装夹面的平面度、T型槽螺栓的扭力是否均匀,都直接影响滑块受力。我见过有操作工用风炮咔咔几下把模具一锁,结果上下模不对中,导柱导套偏磨得一塌糊涂。所以,定量扭矩扳手是必备工具,而且每装一次模,第一次冲出的零件必须全检。
冲压设备这行,更新迭代不算快,但伺服化、自动化的浪潮挡不住。最近我看有些小厂在推“经济型伺服压力机”,用国产伺服驱动器加永磁电机,价格压到普通机械压机的1.5倍,这对中小钣金厂是个好东西。不过话说回来,设备是死的,人是活的,再好的机器落到不懂工艺的人手里,也就是堆废铁。选型之前,先把自己要干的活儿在脑子里过十遍,材料、模具、节拍、维护——理顺了,再去找设备商谈。别听销售吹得天花乱坠,自己心里得有杆秤。
这行干久了,有时候觉得这些嗡嗡响的铁家伙也有脾气。你对它好,定期保养,它给你出好活儿;你糊弄它,它立马给你颜色看。就这么简单,对吧。
汽车冲压自动化生产线机器人抓取零件
但自动化对模具和压机的要求也高了。各台压机的行程曲线和送料机抓取点必须同步,不然两张皮,机械手撞模具的事故不少见。现在主流方案用电子凸轮曲线来协调,调试的时候一点点抠参数,那个过程真是痛苦又迷人。
安全保障是另一个话题。❗ 冲压工伤,轻则断指,重则没命。所以规矩必须硬:光栅没复位,滑块不能动;双人操作时,双手按钮必须同时按下且距离够远;进入模具区必须挂安全锁,断电、放气。这些不是啰嗦,都是血换来的教训。
问:冲压设备的日常维护,除了加油还有啥关键的?
答:润滑固然重要,但我重点提三个容易被无视的细节。第一,离合制动器检查——机械压力机的摩擦块磨损到距铆钉头剩1mm就得换,别等打滑了才修,那会烧掉整套摩擦盘。第二,液压系统的油质,每2000小时取一次油样,查颗粒度和水含量,伺服阀对污染极敏感。第三,平衡缸气压,跟滑块重量匹配,过大会影响停车精度,过小则滑块会有自由落体风险。这些点你在操作手册上都能找到,但很多厂维护人员懒得做,最后酿大祸。
还得啰嗦一句模具的配合维护。冲压设备不是独立存在的,模具装夹面的平面度、T型槽螺栓的扭力是否均匀,都直接影响滑块受力。我见过有操作工用风炮咔咔几下把模具一锁,结果上下模不对中,导柱导套偏磨得一塌糊涂。所以,定量扭矩扳手是必备工具,而且每装一次模,第一次冲出的零件必须全检。
冲压设备这行,更新迭代不算快,但伺服化、自动化的浪潮挡不住。最近我看有些小厂在推“经济型伺服压力机”,用国产伺服驱动器加永磁电机,价格压到普通机械压机的1.5倍,这对中小钣金厂是个好东西。不过话说回来,设备是死的,人是活的,再好的机器落到不懂工艺的人手里,也就是堆废铁。选型之前,先把自己要干的活儿在脑子里过十遍,材料、模具、节拍、维护——理顺了,再去找设备商谈。别听销售吹得天花乱坠,自己心里得有杆秤。
这行干久了,有时候觉得这些嗡嗡响的铁家伙也有脾气。你对它好,定期保养,它给你出好活儿;你糊弄它,它立马给你颜色看。就这么简单,对吧。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:冲压设备:工厂里的“铁老虎”,我踩过的坑和捡到的宝
文章链接:https://www.zystgy.cn/a/52986