2026-06-14 06:02:34 作者:网编
分类:文章
我第一次见到等离子切割,是在2008年那个闷热的夏天——车间里火花四溅,一块20mm厚的钢板像切豆腐一样被切开。我当时就愣住了:这玩意儿有点东西啊……从那以后,我就和等离子切割杠上了,一晃十五年,玩过的机型从几十安培的小型机到几百安培的海宝、凯尔贝,踩过的坑也不少。这不,今天突然想写点什么,就当是老友叙旧,聊点和等离子切割有关的实在话。
说实话,等离子切割的原理其实不复杂——就是靠那束被压缩的高温等离子弧。可别小看这弧,温度能飙到三万度!太阳表面才多少?五千五百度左右。所以切金属跟切黄油似的,前提是你把喷嘴和电极搞明白了。核心就在枪头那里:涡流环怎么让气流旋转、电极的铪丝纯度、喷嘴的孔径和通道比,哪一个环节掉链子都会让切割效果天差地别。国内一些小厂做的割嘴,唉,不提了……寿命短得令人发指,切出来斜面粗糙得你想砸机器。
关于等离子切割机的选购误区
很多新手一上来就盯着功率,觉得越大越好,对吧?其实根本不是这么回事。你得先想清楚:主要切多厚?什么材质?对切割面垂直度和粗糙度有没有要求?薄板(比如3mm以下)用高频引弧的精细等离子,电流不用太大但弧压控制必须精准;要是天天啃20mm以上的碳钢,那就别省那点钱买转移弧的普通机,输出特性完全不一样。
我见过最离谱的案例:一个哥们花了好几千买了台标称100A的二手电源,结果切12mm不锈钢边缘挂渣严重,调了半个月才发现是IGBT老化,输出电流根本稳不住。血的教训啊!所以选购时,别光看铭牌,要实测穿孔能力和负载持续率。还有,有些奸商会把旧电源翻新当新机卖,螺丝孔有锈迹的一律要求退货,别听他们瞎忽悠。
问:200A的等离子电源到底能切多厚?
答:理论上是50mm穿孔,但实际超过40mm边缘倾斜就明显了,除非你不在乎精度。真要高质量切割,建议留20%余量,比如用200A切35mm以下比较靠谱。另外材质不同差距极大,切铝合金同等电流厚度要打七折。
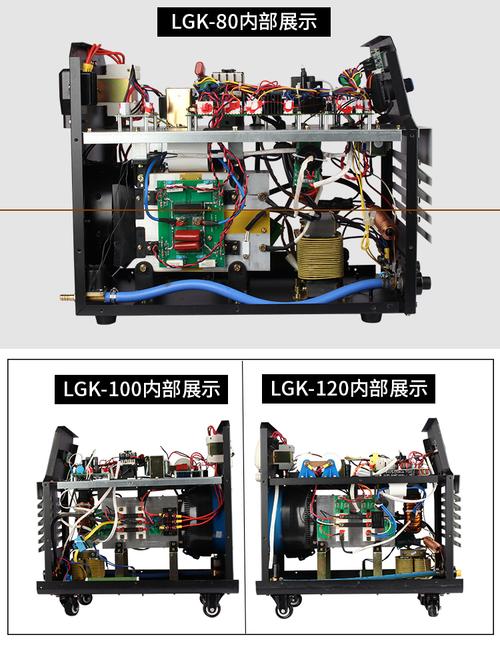 等离子切割机内部电源模块和散热结构
等离子切割机内部电源模块和散热结构
等离子切割 vs 激光切割,不是越贵越好
这几年激光切割火得一塌糊涂,好像不提激光就落伍了似的。但话说回来,等离子真的没前途了吗?简直荒谬。在造船、钢结构、压力容器、拆船这些领域,100mm以上的厚板激光根本没招——除非你上超大功率,那价格够买十台等离子了。等离子能干到160mm甚至更厚,而且能水下切割、野外泥地沟里也能干,激光行吗?
我认识一个老板,花几百万买了光纤激光切管机,结果主要业务是切10mm~25mm碳钢管,生产效率反而不如之前那台老等离子快,因为厚管穿孔慢。他后来直拍大腿。所以选设备一定要理智,别被展会上的炫酷宣传冲昏头。💡当然,如果你做的是1mm~8mm精密钣金,那激光肯定是王道,这一点不抬杠。
问:现在都在推激光,等离子会被淘汰吗?
答:绝对不会。在厚板切割、热切割粗加工、现场安装切割这些场景,等离子成本低、皮实耐操的优势无可替代。特别是便携式等离子切割机,拿个空压机就能现场开孔,激光能做到?两者不是取代关系,而是互补。
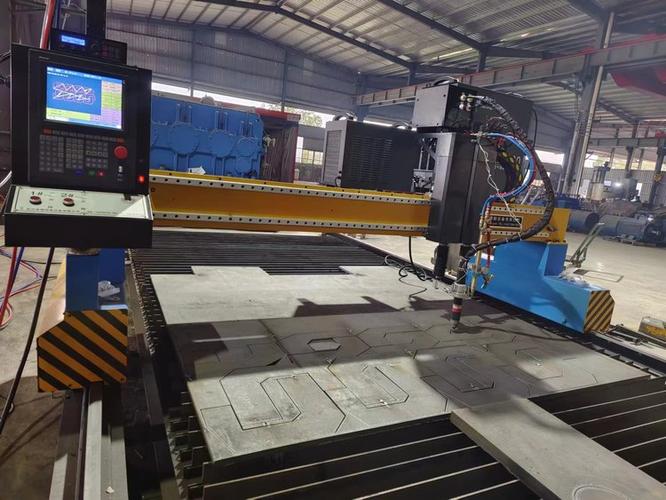 数控等离子切割机在钢结构车间切割厚板火花飞溅
数控等离子切割机在钢结构车间切割厚板火花飞溅
维护与耗材那些破事儿
用过等离子的都知道,枪头耗材是个大头。电极铪丝烧蚀到一定程度就得换,喷嘴孔变形了也得扔。但很多人忽略了一个致命细节:压缩空气的干燥度!水分一多,电弧不稳不说,电极寿命直接腰斩。我强烈建议配个冷冻式干燥机,真的,省下的耗材钱没俩月就回本了。✅
还有引弧问题。有时候割枪按下去光见高频啪啪响,不起弧?先别急着拆枪,多半是地线没夹稳或者工件表面锈太厚。以前我傻乎乎把整个枪头拆了重装,结果发现是回抽线插头松了……浪费一小时。割枪组装的顺序也很关键,涡流环装反的话气流紊乱,切出来全是斜的,这种低级错误我见过太多次,每次都忍不住吐槽:看说明书能死啊?
日常维护还有个重点:经常检查电极和涡流环之间的间隙,积碳了就得用细砂纸轻轻打磨。别用蛮力拧喷嘴,好多螺纹就是这么滑丝的。一旦滑丝,那一把割枪基本就废了,换套新的枪头总成又得大几百。😑
问:为什么我新换的喷嘴一会儿就烧了?
答:八成是气压不稳或者气管漏气。还可能是忽视了电极与喷嘴的同心度——国产便宜割枪有时候铜管偏斜,导致电弧在一侧集中烧蚀。安装前用手电筒照一下对中,如果偏差明显就直接退货,别将就。另外,有些等离子电源的引弧时序不对,先通气后断高频,如果反过来就会击伤喷嘴,这个要查电路。
好了,今天先聊这么多。关于等离子切割,实在有太多可说的了,从底架传动到工件定位,从电流波形到气体配比……以后再慢慢写。记住,再好的设备也抵不过一个懂行的操作工,别总想着靠机器掩盖技术短板。有什么问题,欢迎在文章底下留言,我看到了尽量回复。❗
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:等离子切割为什么如此“霸道”?——一位机械佬的十五年真实体验
文章链接:https://www.zystgy.cn/a/52984