2026-06-13 19:32:34 作者:网编
分类:文章
说出来你可能不信,第一次目睹撞刀时,我整个人是懵的。那台五轴机床主轴直接怼到工件上——咔的一声,刀断了,工件也废了。旁边的老张头瞟了一眼,淡淡地说:“程序没错,工艺太烂。”我?工艺改进?不就是调调进给率吗?
后来才知道,工艺这潭水,深着呢。
那会儿,我连“工艺”俩字都写不全
刚入行时,觉得数控加工就是编程、上机、按绿键。后来发现,程序跑得再溜,刀路再漂亮,一到实际切削就拉胯。振刀、过切、表面粗糙度像狗啃的——这些问题背后,全是工艺基础不牢。
我记得有次加工一个发动机缸体,公差要求±0.02mm,我们搞了三天,废了七个件。最后发现,不是机床精度不够,是装夹方案有bug。液压夹具夹紧力太大,薄壁件一松开就回弹,尺寸直接漂移。那感觉,就像憋着大招却放了哑炮——憋屈。
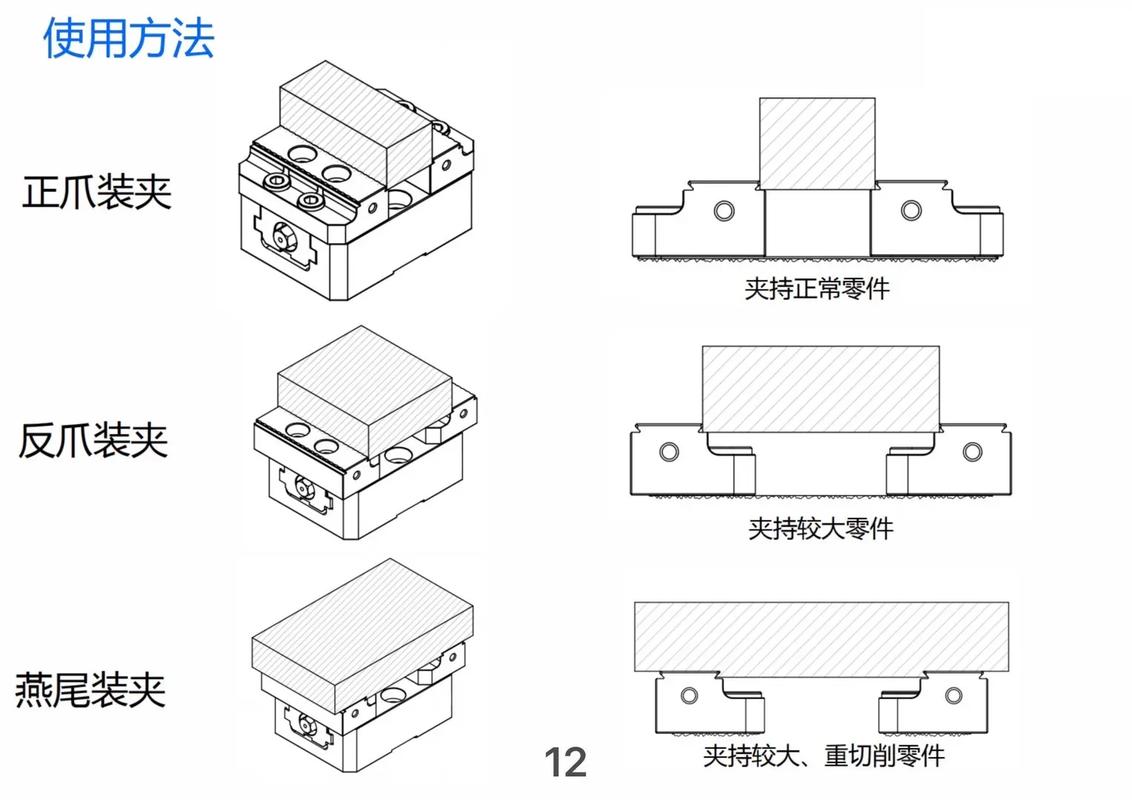 数控机床加工中薄壁件装夹变形示意图
说实话,后来我成了“工艺强迫症”。每拿到一张图纸,先不急着编程,而是死磕这几个问题:毛坯余量均匀吗?基准怎么定?刀具悬伸比多少?切削力会把工件顶飞吗?
这些细节,全是钱砸出来的教训。
数控机床加工中薄壁件装夹变形示意图
说实话,后来我成了“工艺强迫症”。每拿到一张图纸,先不急着编程,而是死磕这几个问题:毛坯余量均匀吗?基准怎么定?刀具悬伸比多少?切削力会把工件顶飞吗?
这些细节,全是钱砸出来的教训。
一把刀,教会我做人的道理
有次加工钛合金,选了进口硬质合金刀,参数按手册给,结果寿命不到十分钟。老板黑着脸站旁边,我汗都下来了。后来一查,是冷却液没到位。高压中心出水没开,切屑堵塞在刃口,温度飙到800℃,刀头瞬间变“软蛋”。
改工艺:先开泵再进刀,调整喷嘴角度,切削速度降20%,每齿进给调小0.02mm。做完这些,刀具寿命翻了六倍。那种成就感——嘿,跟打通了任督二脉似的。
💡小贴士:别迷信标准参数!材料批次不同、机床刚性不同,硬套参数就是找死。
工艺改进不是玄学,是解剖问题
很多人把工艺改进想得太玄乎,其实核心就三步:发现问题、解剖原因、验证对策。但难点在“解剖”上——你得对机床、刀具、材料都有足够深的了解。
比如,我们车间有台老式立加,Y轴丝杠间隙大,加工孔距总跑偏。常规思路是改程序,加螺距补偿。但我琢磨,这活儿不是精密零件,完全可以用工艺吸收误差啊。改方案:将一次加工全部孔改为分两次镗孔,先粗后精,中间再自然时效释放应力。结果呢?孔距合格率从60%飙升到99%。
省下的那台新机床钱,够全车间发半年奖金。
问:工艺改进最容易被忽略的点是什么?
答:我觉得是毛坯的一致性。很多工艺员只看图纸公差,不看毛坯状态。铸件有没有内应力?锻件纤维方向对不对?这些鬼东西不控制好,后面再怎么调都是白搭。我们以前吃过大亏,一批铝铸件加工完,放了三天全变形,就是因为没做T6热处理均匀化。后来把热处理挪到粗加工之后,问题立马消停。
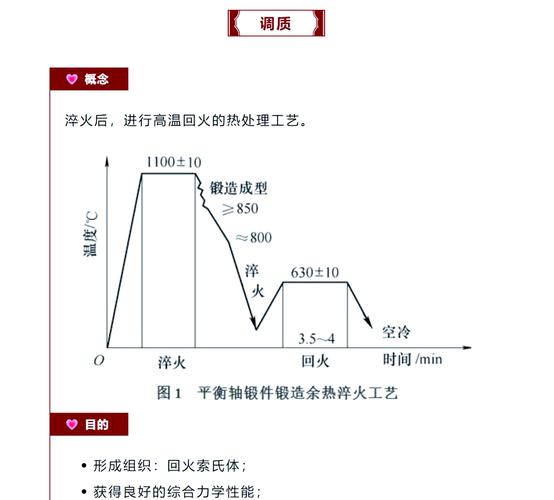 铝合金铸件T6热处理工艺曲线图
问:编程人员和工艺人员打架,怎么破?
答:哈哈,这题我熟。以前编程小哥总觉得自己天下第一,工艺提的要求都嫌麻烦。后来我拉着他蹲了三天机床,让他亲眼看见没考虑刀具悬伸导致的振纹,他自己就闭嘴了。说白了,工艺不是限制编程,是保护编程。现在我们都用仿真软件提前模拟切削力,发现风险点,提前改刀路或换刀——这叫“前装式工艺”,比事后救火爽多了。
铝合金铸件T6热处理工艺曲线图
问:编程人员和工艺人员打架,怎么破?
答:哈哈,这题我熟。以前编程小哥总觉得自己天下第一,工艺提的要求都嫌麻烦。后来我拉着他蹲了三天机床,让他亲眼看见没考虑刀具悬伸导致的振纹,他自己就闭嘴了。说白了,工艺不是限制编程,是保护编程。现在我们都用仿真软件提前模拟切削力,发现风险点,提前改刀路或换刀——这叫“前装式工艺”,比事后救火爽多了。
那些年,我们追过的“变态”精度
去年接了个活,航空航天件,同轴度要求0.008mm。开玩笑,这几乎等于我们机床的重复定位精度。但硬着头皮也得干。
关键是,常规工艺肯定不行。我们做了这几个动作:
1. 把加工安排在恒温车间,工件提前24小时进场做热稳定;
2. 改用对称加工路径,让两侧切削力抵消;
3. 精加工前用离线测头在线测量,自动补偿磨损;
4. 关键工位用空气静压主轴代替机械主轴。
结果呢?第一批就全合格,客户直接给我们加了双倍订单。
当然,代价也不小——光那个空气主轴就够买辆好车了。但工艺就是这样,舍得下成本的地方,回报看得见。
❗说句扎心的话:很多工厂不是没技术,是没魄力在工艺上砸钱。总觉得“先这么干着”,结果永远在低水平循环。
说到底,工艺改进是一种思维方式——它要求你从系统角度看待制造过程,而不是孤立地盯着一把刀或一段代码。你得懂为什么工件会变形,为什么切屑会粘刀,为什么冷却液会腐败……这些看似零散的知识,会在某个时刻突然串起来,让你豁然开朗。
我现在带徒弟,第一句话就是:别急着按循环启动,先把工艺思路捋顺了。因为机床撞了可以修,工件废了可以重来,但人要是养成了糊弄的习惯,这行就真完了。
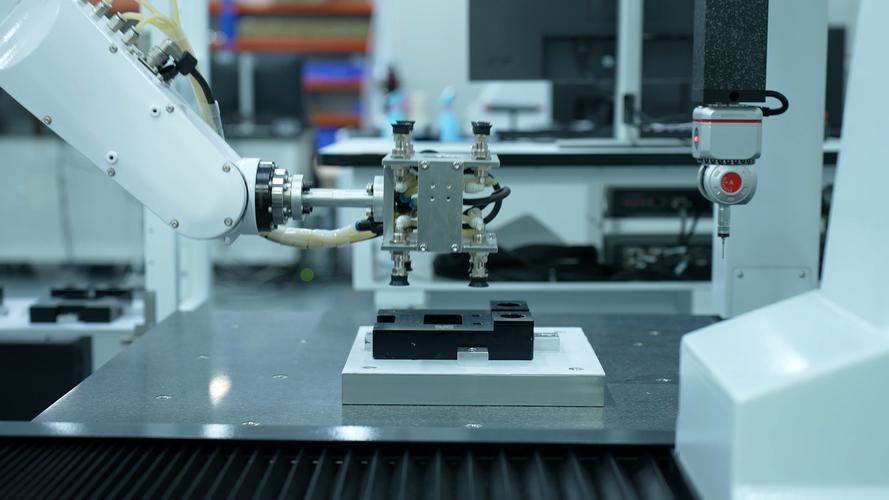 精密数控机床在线测量系统工作场景
最后留个思考题吧:你们车间里,有多少“经验参数”其实是错的?
精密数控机床在线测量系统工作场景
最后留个思考题吧:你们车间里,有多少“经验参数”其实是错的?
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:数控加工工艺改进:从撞刀到0.01mm精度的血泪史
文章链接:https://www.zystgy.cn/a/52949