干了二十年机械,最烦听到一句话:“量个尺寸嘛,谁不会?”
——你别说,还真不是谁都会。前阵子,新来的实习生拿着游标卡尺去测一个轴承孔,回来报给我一串精确到小数点后三位的数据。我问:你测了几次?答:一次。热乎的零件刚下机床,手还抖着呢,就敢给我报数值?气得我差点把保温杯扔过去。❗
尺寸检测这事儿,水太深。它不是读数,是判断。

卡尺?那只是入门的玩具
说实话,我最常用的就是一把0-150mm的带表卡尺,用了八年,爪尖磨得锃亮。但如果你觉得拿它测个外径内孔就算会尺寸检测了,那就太天真了。环境温度、测量力、阿贝误差……任何一个小疏忽,都能让你的结果偏离真实值十几丝。昨天,我测一个铝件,早上和下午的数据差了三丝——就因为车间没开空调。那些嚷嚷“差不多就行了”的人,真该去看看航空件的检测报告,一个孔的公差带只有几个微米,卡尺?连资格都没有。
问:为什么我新买的数显卡尺,量标准块准,量工件就跳得厉害?
答:✅ 电池电量不足导致的采样率下降,或工件表面粗糙度过大。很多人不知道,数显卡尺的容栅传感器对油污极敏感,防护等级不到IP67的,进了切削液就抽风。另外——你手是不是压太紧了?卡尺不是台虎钳,测量力超过6N,弹性变形就来了。💡
三坐标不会用,等同于废铁
厂里那台桥式三坐标,花了八十万买的,头三年它就是个“高级压箱底摆设”。为啥?因为没人真正懂建坐标系。三坐标测量,精髓不在探针,在于你怎么告诉机器工件在哪。基准选取错了,后续全白搭。记得有一次测一个异形壳体,特征元素间的位置度要求0.05mm,我反复测了五遍,报告一片飘红。最后发现,基准平面本身加工变形了0.03mm——你能怪三坐标不准?这就是检测策略的失误,不是硬件问题,是脑袋问题。
现在不少人迷恋“自动编程”,点击开始就等着收报告。但真正的尺寸检测高手,一定是会读矢量图、会分析测针补偿方向的人。尤其碰到深孔、窄槽,测针根本下不去,光学测头又受反射率影响,这时候你就得拍桌子骂供应商了——但骂完还得自己想办法。😤
问:三坐标测头撞击了工件还能继续用吗?
答:千万别抱侥幸!✅ 测头内部是三组互成120°的定位副,撞一次就可能产生微米级的预行程变化。必须立刻校准,而且要用标准球重新标定所有探针位置。我曾见过撞过后还强行测量的人,最后整批零件报废,追溯原因就是那一次撞击产生的常值误差。做尺寸检测的人,多疑是一种美德。
在线检测:速度与精度的博弈
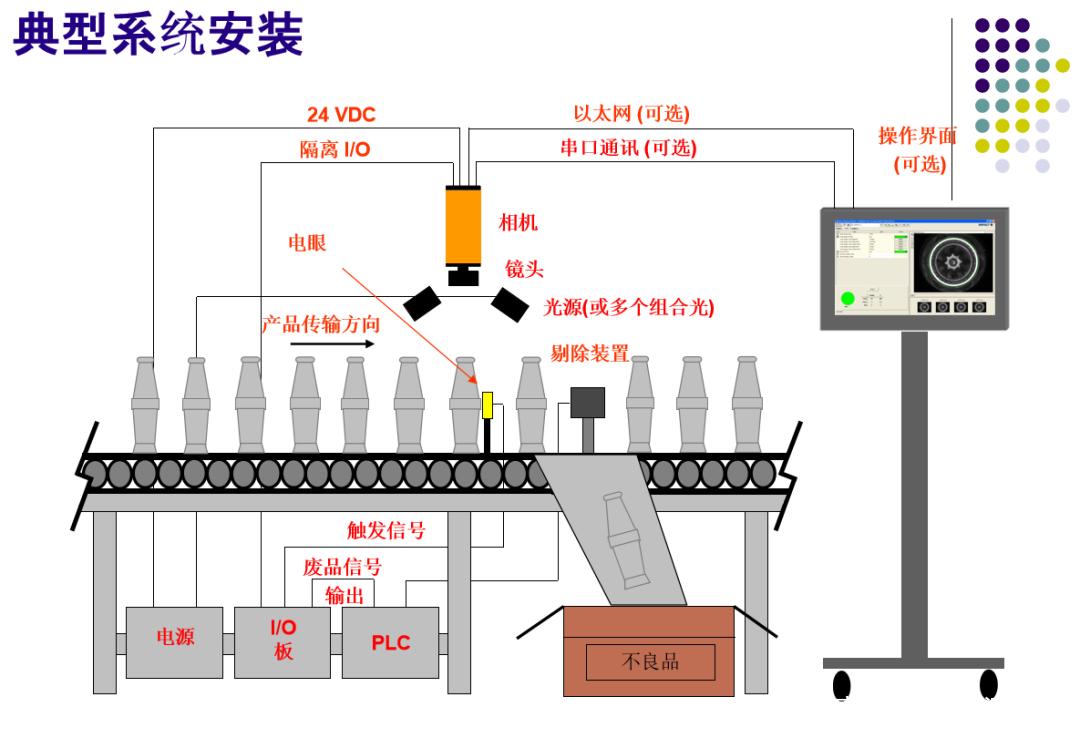
这几年,产线上越来越普及的视觉尺寸检测,说实话,我是又爱又恨。爱它快,一秒几十个件;恨它娇贵,光照变化2%,灰度阈值就飘了。去年我们上了一条轴类零件检测线,用背光投影测直径,下午三点西晒阳光透过窗户照进来,系统疯狂报警——所有件都“超差”!加了遮光帘才消停。在线检测最大的敌人不是机械振动,是环境光。还有那些号称“AI全检”的,你别全信。深度学习模型对训练集没出现过的缺陷,误判率能高达30%。
不过话说回来,有些传统方法真不能丢。比如通止规,虽然LOW,但它可靠啊。上个月给德国客户供的一批螺纹接头,视觉检测全过,抽检用通止规却卡住了——最后查出是螺纹入口的毛刺,视觉系统侧面打光根本看不清。所以别迷信高科技,尺寸检测从来不是单一手段的事儿,是组合拳。
尺寸检测,说白了就是一场跟不确定性死磕的游戏。你付出的每一分严谨,都会在最后的质量报告里得到回响。别偷懒,别想当然,因为零件不会说谎。💡