上周车间又崩了一把三爪,碎屑飞进冷却液槽的瞬间,我心里骂了句脏话。这已经是今年第三次了。你说夹具这东西,教科书上永远是受力分析、自由度计算,但真到了机台前,谁能保证那个该死的卡爪不会在切削到一半时松开?

干了十五年加工,最大的感触就是——夹具才是机床的灵魂。再贵的五轴,夹不紧就是废铁。今天不聊虚的,只讲我这些年交学费换来的血泪经验。
✅ 刚性不是靠厚度堆出来的
很多新手总认为夹具板越厚越好,60毫米的钢板直接焊上去,结果震刀震得吓人。其实刚性这玩意儿,结构比厚度重要得多。记得第一次设计液压夹具时,用了120厚的板,铣面还是振纹明显。后来被老师傅骂:“你懂不懂筋板布局?” 按他说的加上交叉加强筋,40厚的板反而稳如泰山。所以啊,别光看重量,要看力流路径。尤其是薄壁件加工,夹具的阻尼特性比刚度更关键——这个知识点书本上几乎不提。
定位销的那些坑
说起定位销,一肚子火。去年一批铝件,孔距超差0.02,查了半天发现是定位销磨损了0.005毫米——你能信?就这头发丝的一半,导致整个批次报废。现在我的规矩是:核心定位元件必须镀钛,每班首检必量销径。另外,菱形销方向装反的蠢事我也干过,结果就是工件被憋死,液压缸直接拉变形。哎,细节啊…细节。
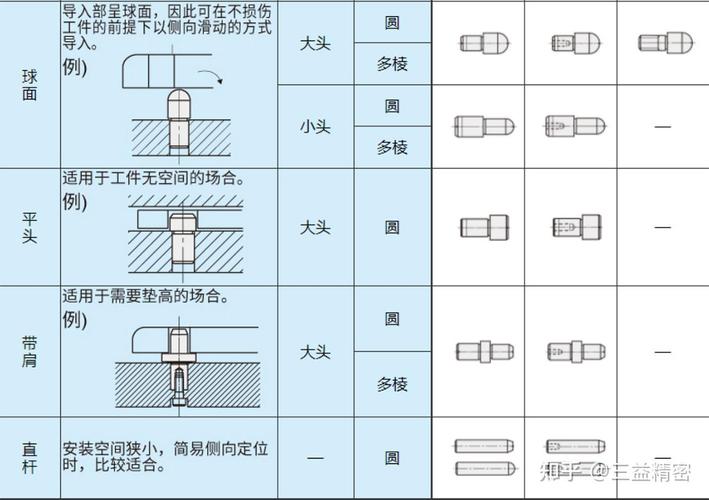
💡 小贴士:如果定位销孔在夹具底板,记得钻个清屑孔,不然铝屑堵进去,神仙也找不出偏移原因。
问:气缸夹紧力够不够?怎么简单估算?
答:理论公式 F = P × A,但实际要打七折。气路压降、缸体摩擦、密封圈阻力都会吃掉力气。更要注意的是,夹紧力方向不能指向操作者,必须朝向固定支撑面——安全第一!还有,长行程气缸慎用,伸出越长,杆子越容易弯,力传递效率直线下降。有一次我用了125行程的气缸夹一个箱体,压板尾部翘起5毫米,吓得我立刻停机。如果批量大,还是上油压吧,稳定得多。
液压夹具 vs 零点定位:别被销售忽悠
现在零点定位系统红得发紫,好像不买就不够智能化。我前年跟风上了一套,宣传说的重复定位精度0.002,实际用下来…嗯,镗孔时偶尔会飘掉0.005。也不是不能用,但你要清楚它的软肋——零点接口的刚性不如整体式液压夹具,特别是重切削时。当然,换型快的优势实在香,小批量多品种简直神器。所以结论是什么?看产品结构。箱体类、工序多、频繁换产的,零点值;长期稳态生产重型零件的,老老实实做专用液压胎具。哦对了,零点单元的保养千万别偷懒,气嘴堵了你就哭吧。
问:夹具的防锈处理,没有表面处理室怎么办?
答:小作坊的痛我懂。我们以前都是刷黄油,黏糊糊的沾铁屑,恶心。后来发现一种军工用的硬膜防锈油,刷上后形成一层透明干膜,半年不锈,而且再装夹前用酒精一擦就掉。不然就学我,加工完立刻吹干,喷上WD-40,用保鲜膜缠紧——虽然看着寒碜,但管用!注意,镀铬的元件别用酸性防锈剂,会起皮。
写到这里,想起刚入行时师傅的话:“夹具设计,一半是力学,一半是心理学。”因为你要预测操作工怎么装才最顺手、才不会漏装。人机工程做不好,再精密的夹具也是摆设。手柄位置、压板打开角度、排屑空间…这些都要在脑子里反复模拟。有时候蹲在机床边看操作工干活,就能发现所有设计缺陷。
❗ 这些信号说明你的夹具该维修了
– 发出断续尖叫 → 大概率支撑面不平或刚性不足
– 换件后首件尺寸稳定,越做越偏 → 热变形导致夹紧力变化,检查油路是否泄漏
– 定位销频繁断裂 → 别傻换,先算算剪切力,可能是过定位了
最后说个有用的。每次夹具出图前,我都会打印1:1的图纸覆在机床工作台上,用实物比划比划。这笨办法至少避免了五次干涉碰撞。别过分依赖3D模拟,现实中你的气管、水管、排屑器走向都可能引起意外干涉。
行了,啰嗦这么多,希望同行少走弯路。夹具这行,没有神功,只有积累。你流过的汗,都会变成工件的精度。