我第一次接触超纯水,是在华虹的一条12英寸线上。 那水,电阻率18.2兆欧·厘米,理论上比蒸馏水还干净一百万倍。 可运维小哥指着在线监测仪上一闪一闪的0.05ppb TOC,摇了摇头,说:“不行,有味儿了。” 有味儿?我凑近了闻——当然什么也闻不到。 但0.05ppb的滋味,就是一批12万片晶圆的报废。 那是我第一次意识到,我们造的不是水,是玄学。
超纯水(Ultrapure Water, UPW),半导体、面板、制药行业的命脉。 但别把它想象成一桶桶纯净水——它真正流动在直径不到20纳米的管道里,以每分钟几升的速度,冲刷着比灰尘小上千倍的颗粒。 你用手碰一下? 瞬间,手上的盐分、油脂、死皮就会让整根管子的水质跳成废液。
这些年,我见过太多工厂在超纯水上栽跟头。 德国进口的抛光树脂,囤了半年没换,一开机TOC飙到3ppb。 预处理活性炭,吸附饱和了没人知道,给RO膜喂进去的都是余氯。 EDI模块结垢,压差冲到0.3MPa,直接击穿。 每一个坑,都是真金白银换来的。

18.2兆欧,这个数字怎么来的?
很多人以为18.2兆欧·厘米是个固定的标准——其实它是25℃下,理论纯水的电阻率极限。 水分子自身会微弱电离成H⁺和OH⁻,哪怕没有任何杂质,也会产生0.055μS/cm的电导率。 换算成电阻率,就是18.18,四舍五入18.2。 所以,你永远无法得到“20兆欧”的超纯水,那是不可能的。 可市面上有些厂商,仪表上敢给你显示18.3、18.5,甚至19——那我就只能呵呵了。 八成是温度补偿算法动了手脚。 因为水温每升高1℃,离子迁移率增加,电阻率能掉个2%左右。 聪明的仪表厂家,会搞一个修正曲线,只要你曲线写得够激进,显示值想多高都行。 但那是自欺欺人。
真正的痛点在于,电阻率只反映离子污染。 超纯水世界里,还有两个更要命的指标:TOC(总有机碳)和颗粒物。 TOC超过0.5ppb,光刻胶就可能发生显影异常——因为有机物会滋养细菌,细菌尸体分解又会产生新的TOC,形成恶性循环。 颗粒物呢? 一片28nm逻辑芯片,如果清洗水里混入一粒0.1微米的二氧化硅颗粒,短路风险直线上升。 所以台积电的厂务规范里,超纯水终端过滤精度直接干到0.03微米。 注意,不是0.1,是0.03! 大概只有病毒那么大。
问:既然超纯水这么敏感,为什么不能就地制备、马上用掉?非要走几百米长的不锈钢管路?
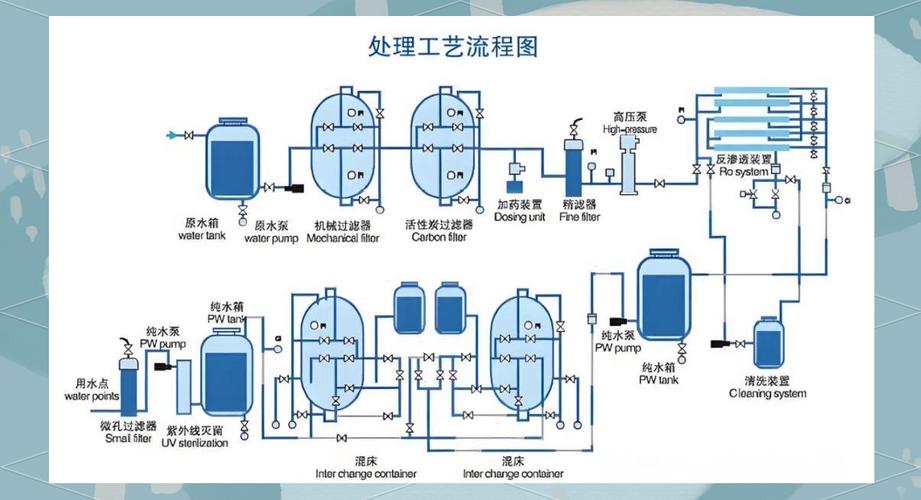
答:好问题。 因为超纯水制备是一个系统。 从原水到纯水,需要经过预处理、两级RO、脱气膜、EDI、抛光混床、终端超滤/微滤,然后进入循环管路,持续送出。 这套系统,投资上千万。 不可能每台清洗机旁边都焊一套。 管路长,就意味着溶出风险:管壁析出金属离子、溶解氧渗透、细菌在焊缝死区繁殖…… 所以管材必须是高纯PVDF或经过特殊电抛光处理的316L不锈钢,焊接要用自动轨道焊机,内壁粗糙度Ra<0.25μm。 而且,为了抑制细菌,通常会在抛光混床后加紫外灯(185nm+254nm),把TOC氧化成CO₂,再用脱气膜吹出去。 即使如此,循环管路末端的水,还是要持续监测,一旦某一项参数微超标,立刻排放回前级水箱,重新处理——这叫“不合格回流”,就是那块0.05ppb TOC让我至今心有余悸的场景。
问:国产超纯水设备和进口的,差距到底在哪儿?
答:其实核心组件——比如反渗透膜、EDI模块、脱气膜——早就全球化采购了。 你用杜邦的膜,他也用杜邦的膜,物理差距并不大。 真正的差别在系统集成和细节控制。 我见过一家苏州的设备商,给某存储芯片厂做UPW系统,设计产水200吨/小时。 调试时发现,TOC始终降不到1ppb以下,查了三天,最后发现是因为原水温度波动过大,导致前级RO产水pH漂移,进而影响了后端EDI的去离子效率。 他们在PLC里加了一个前馈补偿逻辑,把水温数据引入PID调节,最终解决了问题。 这种应变能力,不是靠买零件能拼出来的。 此外,国产设备在自动化冗余、水质传感器精度(尤其是TOC在线分析仪,主流还是用岛津或梅特勒的)、管道施工标准上,跟老牌日本/德国厂商确实有代差。 但换个角度看,国内材料科学的进步很快,比如杭州一家公司新出的脱气膜,泡点压力已经做到0.45MPa,接近Celgard的水平——性价比极高。
抛光混床的悲喜剧
我说一说抛光混床,这玩意儿是超纯水系统的最后一道离子防线。 里面装的是阴阳离子交换树脂,氢型强酸和氢氧型强碱,混合均匀。 水通过时,残余的Na⁺、Cl⁻、SiO₂被吸附,交换出H⁺和OH⁻,再次结合成水分子。 理论上,出水电阻率能稳定在18.2。 然而,树脂会老化、会破碎、会被有机物污染。 有一年夏天,我们在南通一个项目上,抛光床出水电阻率突然坠崖式下跌,从18掉到0.05,只用了二十分钟。 拆开一看,树脂被微生物污染成了黑褐色,滑腻腻的一团。 后来复盘,发现是前端杀菌紫外灯坏了一组,没人知道。 细菌在抛光床内找到了温床,大量繁殖,把树脂的交换基团堵塞了。 那次教训之后,我们强制要求所有UPW系统必须安装在线细菌计数仪,并配置双紫外灯,一用一备。
其实,超纯水最让人头疼的还不是这些设备故障。 而是产水指标天天在变。 比如季节性影响:冬季原水温度低,RO产水量会下降20%~30%,得调高泵频;夏季原水微生物活跃,预处理要加大杀菌剂用量,但又担心残余氯伤到反渗透膜。 再比如后段机台用水波动:当几台湿法清洗机同时开启,瞬间用水量能比平时大30%,循环管路压力骤降,可能导致外部空气倒吸,颗粒物和溶解氧直接污染管路。 所以,超纯水系统的PLC程序里,往往有上百个连锁保护逻辑,缺一不可。
有一次,我给一家功率半导体厂做升级方案。 他们的产品是MOSFET,对表面金属离子污染极敏感。 当时制程中总是出现莫名其妙的阈值电压漂移,最后追踪到清洗用的超纯水,钠离子浓度高达3ppt。 3ppt,看起来很低了对吧? 可他们的要求是<0.1ppt。 我们最后费了九牛二虎之力,给抛光床后面加了一个连续电去离子(CEDI)模块,又加了在线离子色谱监测,才达标。 那段时间,我几乎天天蹲在厂务监控室,看着屏幕上跳动的Na⁺曲线,比看股票K线还紧张。

未来:水,将比光刻胶还贵?
随着制程微缩到5nm、3nm,对超纯水的要求已经到了近乎变态的程度。 台积电在台南的18厂,超纯水车间的洁净度等级比手术室还高。 他们甚至开始研究“零排放”的超纯水循环——因为取水量太大,环评过不去。 这里就引出一个新趋势:超纯水再生回用。 清洗机用过一次的水,虽然对晶圆来说已经脏了,但相对于原水,还是干净了若干数量级。 通过专门的回收RO和过滤器,可以再次回到超纯水前级水箱,节约原水和废水处理成本。 这在光伏、面板行业已经普及,但在最尖端的逻辑芯片线,仍因为怕交叉污染而进展缓慢。
另一个方向是智能化预测维护。 现在传感器数据这么多——流量、压力、温度、电导率、TOC、溶氧、臭氧浓度——完全可以用机器学习提前预判树脂失效、膜污堵。 我们已经开始在几个客户那里试点,效果惊人。 比如,通过分析EDI模块的电压-电流曲线斜率变化,能提前72小时预警结垢倾向,准确率超过85%。 这比等到压差报警再停下来洗膜,强太多了。
最后,我想吐槽一件事。 有些设计院,还在用二十年前的图纸套UPW系统,预处理用砂滤+碳滤,连超滤都不要;RO膜设计通量敢取到25LMH;抛光床树脂不指定超纯级,用普通的强酸苯乙烯系…… 出来的水质,别说18.2,能稳住10就不错了。 然后业主方一头雾水,怪设备不行。 其实,是思路跟不上时代。 超纯水不是买几台过滤器串起来就行,它是一个精密的热力学、流体力学、微生物学和自动控制的综合体。 你若不尊重它,它会用成吨的报废硅片,让你刻骨铭心。
所以,下次当你看到那些晶莹剔透的晶圆时,不妨想一想,在它们背后,是无数看不见的超纯水,在极度苛刻的条件下,一遍遍冲刷出纳米级的奇迹。 而制造这些水的工程师,正守在屏幕前,为一个0.01ppb的波动,熬红了双眼。