上个月去东莞一家汽配厂,车间里那台德国进口设备的触摸屏又罢工了——操作工戴着手套怎么点都没反应,急得班长拿笔尖去戳。我看着心疼,好几万一块的屏啊。说实话,工业触摸屏这玩意儿,选型的时候多花点心思,后面能省掉太多麻烦。可偏偏有人觉得“不就是块屏幕嘛,能显示能点就行”,结果呢?产线一停就是半天。
那台设备配的是电阻屏,本来没毛病,偏偏他们车间有油污,操作工又必须戴厚手套。你说这能怪谁?当初采购的时候要是多问一句应用场景,也不至于这样。
触摸技术:不是越先进越好
工业上用的触摸屏,可不是咱们手机上那种电容屏一统天下。手机电容屏灵敏,但怕水、怕油污、怕手套。所以你看食品包装线、金属加工车间,用表面声波屏或红外屏的反而是主流——前者透光率极好,适合需要高亮显示的场合;后者不依赖触摸介质,戴棉布手套或者用绝缘物体都能操作。不过红外屏怕强光干扰,户外设备就得慎重。

还有压电式触摸屏,知道的人不多,但它真的抗造——完全密封,防水防尘,甚至能泡在水里操作,潜艇控制台就用这个。当然成本高,一般工业场合用不着。
选型的时候最怕老板拍脑袋:就要电容屏,跟手机一样方便。方便?车间里可没人给你贴钢化膜。
问:我们车间有粉尘和油污,触摸屏经常失灵怎么办?
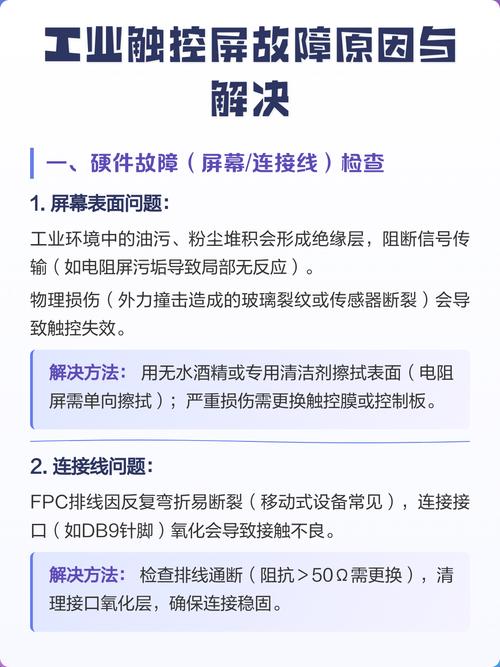
答:首先排查触摸屏表面是否定期清洁——用软布蘸少量中性清洁剂,别用酒精或丙酮,会腐蚀涂层。其次考虑换防油污触摸屏,比如部分电阻屏有特殊涂层,或改用红外触摸屏,因为红外是靠光栅定位,表面污染影响小。如果电磁干扰严重,还得检查接地,我见过因为接地不良导致触摸漂移的案例,查了三天才找到原因。
有一次更绝,某化工厂反应釜旁的操作屏,用了一周就花屏,拆开一看,腔体里全是酸性气体腐蚀了排线。后来换成全密封的防爆触摸屏,充惰性气体的那种,就再没事了。所以说,环境决定技术路线,这句话刻在脑子里。
安装与维护:那些没人告诉你的细节
很多人以为买来屏往柜子上一装就完事了,天真。工业触摸屏的安装角度有讲究——垂直安装容易反光,太倾斜操作又累,通常建议15-20度仰角。而且一定要考虑散热!密闭电柜里夏天高温,电容屏的灵敏度会飘,电阻屏倒还好,但液晶面板可能黑屏。我习惯在柜体侧面加装过滤风扇,几十块钱解决大问题。

接线也是坑。某些品牌的触摸屏USB延长线超过3米就开始挑线材,必须用带屏蔽的,不然间歇性断触。有一次给客户远程诊断,什么都正常,就是时不时点不动,最后发现是延长线被变频器干扰了——重新走线,远离动力线,加了磁环,立马老实。
小技巧:✅ 所有触摸屏的校准数据一定要备份!有的机器用着用着基准偏移,重新校准就行,但万一屏坏了换新,没备份的话要重新做线性校准,那感觉,酸爽。
问:触摸屏表面划伤严重,还能修复吗?
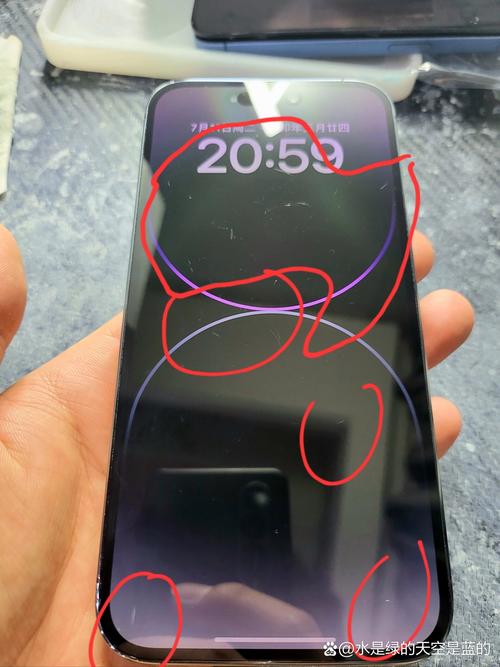
答:看伤到什么程度。轻微的划痕,用氧化铈抛光剂配合抛光机可以修复,但只对玻璃表面的电容屏有效,并且要拆下屏来操作,有风险。如果是电阻屏的PET膜划伤,基本没救,只能换触摸面板,好在便宜的电阻屏面板几百块,自己换不难。如果是严重划伤导致触摸失效,直接换新屏更划算,我一般建议客户备一块同型号的触摸板,紧急情况下顶上去。
说到备件,❗ 强烈建议!停产风险远大于一块屏的成本。我们公司仓库永远躺着至少两块主力设备的触摸屏,带预装好的系统镜像,15分钟就能替换上,产线不用等快递。
品牌挑选:别迷信进口,也别贪便宜
国产工业触摸屏这几年进步很大,像某些品牌,性价比高,抗干扰能力也不错,中小项目足矣。但要是大设备配套,涉及安全连锁,我还是更信赖成熟品牌,比如西门子、倍福——贵是真贵,但认证齐全,EMC(电磁兼容性)有保障。曾经给一个机床厂配套,用了一款小品牌的屏,静电测试死活过不了,最后整批退回,痛啊。
其实很多大牌的低端系列也是代工的,擦亮眼睛。看参数不能只看分辨率、亮度,要关注工作温度范围、防护等级(IP65还是IP54)、MTBF(平均无故障时间)。有些屏宣传亮度1000cd/m²,但那是峰值,持续几分钟就降,太阳底下根本看不清。一定要确认是持续亮度。
💡 还有一个冷门知识:触摸屏的触摸寿命。电阻屏通常标称100万次以上,但那是理论值,实际用一两年就漂移得厉害。电容屏寿命长,可一旦表面玻璃破损,整个屏就废了,不像电阻屏可以换膜。选择的时候想想设备的使用年限,三年一换代,还是十年不挪窝?
最后吐槽一句:有些集成商喜欢把触摸屏装得老高,操作工得踮着脚去点,这完全是设计反人类。人机工程学啊,多少事故就是因为踮脚失去平衡引发的。所以,安装高度一定要适配大多数操作者,最好配个可调节支架,相信我,员工会感谢你的。
工业触摸屏,说到底是人与机器的交互界面,它要是不友好、不皮实,再牛的算法都是白搭。别再把它当成简单的显示器了。