先别急着看参数。对,就这句话。
我见过太多工厂老板,花几十万买回一台工业冻干机,结果半年后闲置在角落生灰。不是机器不好,而是——买错了。买的时候光听销售吹得天花乱坠,压根没考虑自己的物料特性。说实话,这玩意儿跟买车不一样,不是看马力、看扭矩就完事了。
冻干工艺的核心不是“冻”,是“控”
很多人第一次接触工业冻干机,总以为关键在制冷。❌ 大错特错。
冻干过程本质上是水的三相变化——固态冰直接升华成水蒸气。难点在哪?在于控制升华速率。冻得太快,物料表面形成硬壳,内部水气出不来,成品塌陷;太慢,生产周期拉长,成本翻着跟头往上涨。
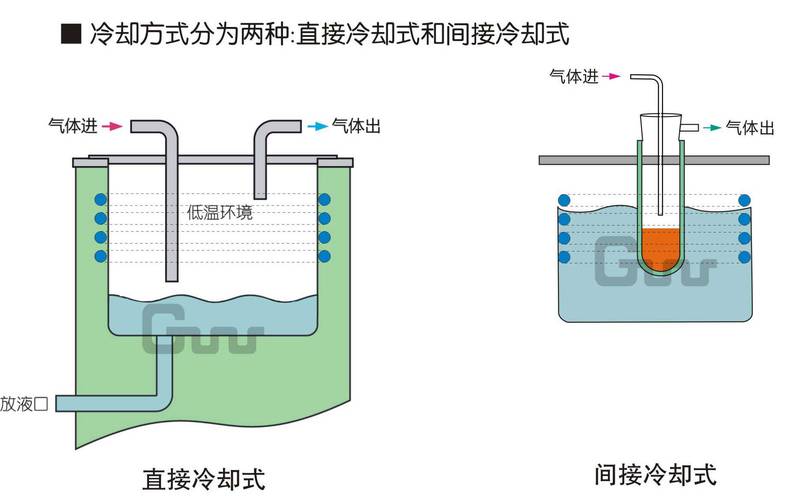
“那到底怎么控制?买台更贵的?”——上个月有个客户这么问我,当时我就乐了。贵的未必对,关键看传热方式和冷阱设计。比如有些机型用的是接触式搁板,靠热传导给物料供能,适合薄层物料;但那些块状、多孔的结构,就得用辐射式,不然热量根本钻不进去。
说到冷阱,这玩意儿比压缩机还金贵。它的作用是捕捉物料升华出来的水蒸气,防止它们跑到真空泵里——一旦真空泵进水乳化,整台机器就得趴窝。所以,冷阱的捕水能力要匹配你的物料含水率,而且日常维护?简直要命。除霜不及时,冰层积厚了,冷阱温度降不下去,真空度立马露馅儿。
选型时最容易忽略的三个细节
聊点更实在的。以下这几点,哪怕是十年老师傅都可能栽跟头:
1. 真空度的“慢漂移”
新机器验收时空载真空度肯定达标。但运行三个月后呢?有些国产机的密封件老化快,真空度会缓慢下降,你以为影响不大?其实冻干周期会被拉长20%以上,电费多烧的不说,产能直接滑坡。所以,看真空系统,得盯着泵组配置和密封材料。
2. 控制系统是不是“半残废”
现在的PLC界面都做得花里胡哨,💡但真正有用的是工艺配方存储和实时曲线记录。有些控制系统,只能手动设定几个温度段,工艺一复杂就歇菜。更坑的是,数据导出竟然要靠U盘拷贝,万一数据丢了,药品或食品的溯源怎么办?
3. 清洁验证,懂吗?
食品和制药行业,CIP(在线清洗)几乎成了标配。但你确定那台冻干机的搁板间距能让清洗球喷淋到位?箱体死角是否设计成了弧形?如果不方便拆卸做清洁验证,等审计来了,罚款单堆起来比机器还高。

哦对了,还有件特别啼笑皆非的事——有些厂家为了省成本,把排水口设计得极小,化霜时污水流得慢,车间地面淹得一塌糊涂。这种细节,你不亲眼看到样机,根本想象不到。
Q&A:那些书本上不会写的问题
问:我们做的是菌种冻干,菌存活率老是上不去,换了机器还是不行?
答:大概率是预冻策略出了问题。菌种这类活性物质,不能普通冷冻,得用“退火”工艺——在共晶点附近反复升降温度,让冰晶重构,减少对细胞膜的机械损伤。很多工业冻干机的控制程序不支持这种复杂调温,你得问清楚控制器能不能自定义多段升温曲线。还有,冷阱温度是否足够低?菌种升华需要极低的冷阱温度(-80℃以下),否则二次干燥阶段,结合水根本解析不出来。
问:我们的冻干机用了五年,最近真空抽得特别慢,换了泵油也没用?
答:先别急着怪泵。检查两个地方:一是箱体门的密封条,五年橡胶早该老化了,肉眼看着平整,但在高真空下会渗漏;二是冷阱盘管和箱体之间是否有微小裂纹?我们遇过焊接处因热胀冷缩产生发丝细的缝,用氦气质谱仪才找到。如果都不是,那悲剧了——可能是真空泵的刮片磨损,但你这台工业冻干机如果用的罗茨泵+旋片泵组合,大概率是中段罗茨泵的间隙出了问题。
维护这件事,别等坏了再哭
工业冻干机不是买回家接上电就能用到天荒地老的。日常保养,我列个粗暴清单:
- 每批结束后,✅ 必须掏冷阱的冰,擦干水,不然滋生细菌,下批物料全完蛋。
- 搁板表面的特氟龙涂层,✅ 千万别用钢丝球刮,得用专用清洁剂,不然涂层一掉,物料粘板,气得你想砸机器。
- 真空泵油,✅ 每运行500小时换一次,而且油雾过滤器滤芯要定期回刷。
最怕那种“差不多先生”,觉得偶尔一次不清理没什么,等冷阱里长出一层黏糊糊的“鼻涕”,真空度循环不稳,工艺歧变,那批产品的质量偏差能把QC逼疯。❗
最后说句掏心窝的:工业冻干机这个行业,如今品牌多得眼花,但真正懂工艺、能陪你调试的供应商,凤毛麟角。别信那些告诉你“一键操作”的鬼话,机器越智能,背后越需要人的经验去驾驭。
好了,就聊这么多。如果你正站在选购的十字路口,建议带上你的物料,去厂家实地测一把,比什么参数都真。