2026-06-11 02:00:35 作者:网编
分类:文章
说实话,上周四凌晨三点那通抢修电话,现在想起来还心有余悸。炉膛温度曲线突然断崖式下跌——你说急人不急人?一条三十米长的隧道窑,硬生生把三十多吨耐火砖烧成了废品。操作工蹲在控制柜旁边挠头,嘴里嘟囔着“明明参数都对啊”。对?对个鬼!
这事儿过后,我们几个老窑炉工坐在一起复盘,烟灰缸满了三回。问题出在哪儿呢?一个芝麻大的热电偶接线端子,氧化了。就这。可这个“芝麻”背后,牵扯的是整个窑炉运维体系的老毛病。
我做这行快二十年了,眼瞅着工业窑炉从傻大黑粗走向精密化——可人的脑子,有时候跟不上设备的脚步。
先说说燃烧效率这块儿
很多人觉得烧天然气嘛,阀门开大点温度就上来了。天真。我曾经在河北一家陶瓷厂见过,他们的梭式窑设计热效率标称45%,实际跑起来连30%都不到。为什么?
排烟温度高得离谱。测了一下,570℃。那些热气全顺着烟囱跑路了,这不是烧钱吗?后来逼着他们加装了蓄热式换热器,直接把排烟温度打到200℃以下——用回收的热量预热助燃空气,一年省下一百多万燃气费。✅
但蓄热体也有脾气。蜂窝陶瓷的堵了,你没及时吹扫,阻力蹭蹭涨。有个厂为了图省事,把自动反吹阀硬是改成了手动,结果三个月后蓄热室结焦,整个烧嘴都得换。❗教训:别在关键设备上省那点人工。
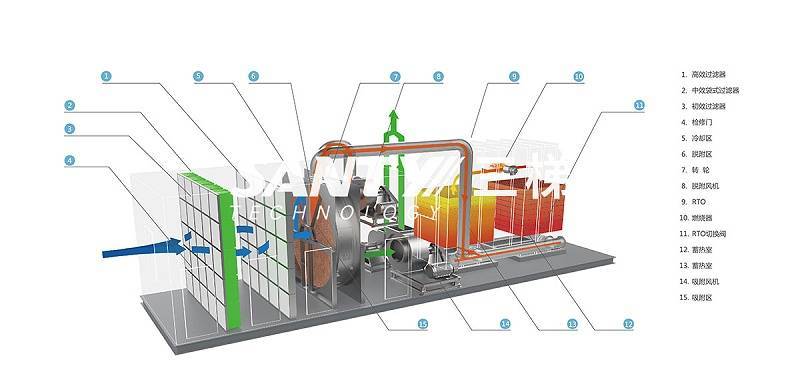 工业窑炉蓄热式燃烧器内部结构
说到烧嘴,这玩意儿选型简直就是玄学。高速烧嘴?平焰烧嘴?你自己得先把窑内的流场吃透。不然,火焰直冲制品,局部过烧,釉面起泡——客户退货单拍脸上的时候,哭都来不及。
工业窑炉蓄热式燃烧器内部结构
说到烧嘴,这玩意儿选型简直就是玄学。高速烧嘴?平焰烧嘴?你自己得先把窑内的流场吃透。不然,火焰直冲制品,局部过烧,釉面起泡——客户退货单拍脸上的时候,哭都来不及。
窑炉保温,没人跟你讲的大实话
保温材料这块,水更深。轻质莫来石砖、硅酸铝纤维毯、纳米气凝胶……性能吹得天花乱坠,但实际使用要命的细节多了去了。比如纤维模块,锚固件要是选错材质,高温下蠕变,整面炉墙鼓出来,你敢信?我在山东见过一次,墙体外鼓三十公分,像怀了孕似的。💡所以,锚固件必须用耐热钢,而且安装时预紧力要算好——松了塌,紧了断。
还有,炉壳表面温度大家是不是老觉得越低越好?问:窑墙外壁温度多少才合理?答:没有绝对标准,但如果你听到有人拍胸脯说“我们保证低于40℃”,你得打个问号。保温层厚度增加,投资和炉体重量会上去,钢结构负担也大。一般工业窑炉外壁温度控制在五六十度算经济平衡点,关键区域加强隔热即可。追求极限低温往往意味着过度设计。
问:那红外热成像仪测出局部热点,能说明保温坏了吗?答:不一定,也可能是炉内气流短路,热气直冲那一点——比如砂封槽漏气、观察孔没关严。我见过很多人一看热点就急着拆炉墙,结果拆开保温层好好的,白花了二十万。先检查密封,记住了。
 工业窑炉炉壁红外热成像检测
工业窑炉炉壁红外热成像检测
自动控制?别把希望全交给传感器
现在搞智能制造,很多厂上来就上一套DCS,恨不得每个烧嘴都配上独立调节阀。思路没错,可执行起来,呵,一言难尽。
氧含量检测就是个坑。氧化锆探头,得定期校准吧?但有些车间粉尘大,探头一天就糊住了,数据飘得一塌糊涂。系统还以为过量空气系数不够呢,拼命加风,结果把窑压推高,制品氧化过度。😠 操作工也是一根筋,看曲线红了就知道调风门,却不知道先去擦擦探头。
所以,我常跟徒弟说:自动化不是让你睡大觉,是让你把精力从重复劳动里抽出来,去盯真正关键的异常。比如窑车运行平稳性,比如气氛均匀性——这些电脑暂时还判断不了。
问:蓄热式燃烧改造后,为啥有时候反而更费气?答:两种情况。第一,换向阀内漏,部分煤气直接穿过蓄热体排掉了;第二,换向时间设置不合理,烧嘴频繁启停,热损失加大。排除方法很简单:用便携式烟气分析仪在总排口测一下,氧气浓度异常升高基本就是内漏;换向时间建议从60秒开始往上调,找到那个拐点。
说到这里,想起个事儿。去年帮一个化工厂调窑,他们新上的低氮烧嘴,NOx确实降了,可燃烧脉动严重,炉压波动像心律不齐。查了三天,最后发现是燃气管路的稳压阀响应太慢,烧嘴前压力跟不上工况变化。换个高响应的,加了个小缓冲罐,立刻消停了。瞧,这就是流体输送和燃烧之间的耦合问题,单纯看燃烧器参数根本发现不了。
写在最后
这些年,工业窑炉的技术发展是真快——全氧燃烧、微波辅助烧结、数字孪生仿真……可说句得罪人的话,很多厂连基础维护都没做好。地脚螺栓松了、润滑点干磨、冷却水结垢,这些鸡毛蒜皮的事照样能停窑三天。
所以我的建议往往很土:先搞好润滑、紧固、清扫、防腐,再谈什么智慧窑炉。设备不会骗人,你对它上心,它才给你挣面子。
最后啰嗦一句:别把窑炉当黑箱。钻进检查门去看,戴上防热手套去摸炉墙的振动,闻一下烟气有没有氨味儿泄露……这些传感器替代不了的直觉,才是窑炉工程师真正的饭碗。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业窑炉节能改造,那些年我们踩过的坑
文章链接:https://www.zystgy.cn/a/52618