2026-06-10 17:24:35 作者:网编
分类:文章
很多人觉得,氧气嘛,太平常了。没错,大气里20.9%都是它。但到了工业现场,这玩意儿——完全是另一种存在。99.5%以上的纯度,几兆帕的压力,甚至液氧-183℃的低温,它可不是好惹的。我在空分车间待过三年,深有感触:工业氧气,温柔时吹渣子,暴躁时炸厂房。
氧气的制取:深冷法还是PSA?
先不谈原理,说个真实场景——那年厂里上二期,纠结到底用外购液氧还是自建空分。一吨液氧送到价800块,可自建一套3000Nm³/h深冷空分,电费加折旧,每立方成本不到三毛。对吧?算起来划算,可开停一次冷箱就要耗掉三天电费,每次检修我都肉疼。
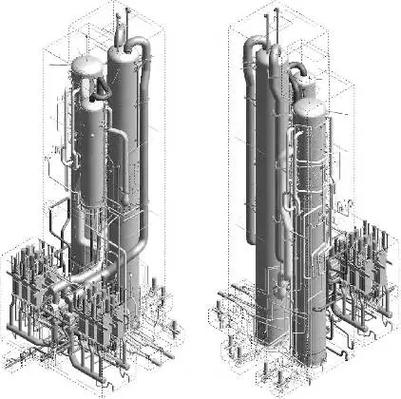 空分设备冷箱内部精馏塔结构
深冷分离是最经典的规模化制氧路数。把空气压缩、预冷、纯化,然后膨胀到-170℃以下,在精馏塔里利用氧氮沸点差分离。这过程——怎么说呢,就像用一根巨大的冰箱掏掉空气中的氮气。能耗惊人,一套6000等级的空分,压缩机轴功率动辄两千多千瓦。不过话说回来,产品纯度能稳定在99.6%以上,还同时产氮气,大厂没它不行。
PSA(变压吸附)呢?分子筛选氮,两个吸附塔交替工作,纯度只能到93%左右,但胜在启停快,占地小。我们给电炉配的助燃氧就是PSA,流量不稳时纯度还会掉,但够用。
问:中小型机械厂,用液氧还是PSA现场制气?
答:看用量和波动。如果平均用量超50Nm³/h并且24小时连续开,PSA大概率更省钱——设备投资回收期两年左右。但如果用气间断、月总量不到三千立方米,还是液氧槽车靠谱,省去维护分子筛和空压机的麻烦。❗千万别只看标方单价,液氧的汽化损耗、储罐租金都得算进去。
空分设备冷箱内部精馏塔结构
深冷分离是最经典的规模化制氧路数。把空气压缩、预冷、纯化,然后膨胀到-170℃以下,在精馏塔里利用氧氮沸点差分离。这过程——怎么说呢,就像用一根巨大的冰箱掏掉空气中的氮气。能耗惊人,一套6000等级的空分,压缩机轴功率动辄两千多千瓦。不过话说回来,产品纯度能稳定在99.6%以上,还同时产氮气,大厂没它不行。
PSA(变压吸附)呢?分子筛选氮,两个吸附塔交替工作,纯度只能到93%左右,但胜在启停快,占地小。我们给电炉配的助燃氧就是PSA,流量不稳时纯度还会掉,但够用。
问:中小型机械厂,用液氧还是PSA现场制气?
答:看用量和波动。如果平均用量超50Nm³/h并且24小时连续开,PSA大概率更省钱——设备投资回收期两年左右。但如果用气间断、月总量不到三千立方米,还是液氧槽车靠谱,省去维护分子筛和空压机的麻烦。❗千万别只看标方单价,液氧的汽化损耗、储罐租金都得算进去。
看不见的杀手:氧气管道燃爆
氧气管线出事,很少是小漏——一般直接轰一声。2020年某钢管厂检修时,阀门腔内积存油脂,通氧瞬间爆燃,操作工大面积烧伤。血的教训。
关键规矩就三条:禁油、限速、选对材。氧气只要遇上微小油雾,在高压下自燃点急剧下降。所以所有与氧接触的部件,安装前必须四氯化碳脱脂,并且用紫外线灯检查。说得严重点,你手上的汗渍都可能是一粒火星。
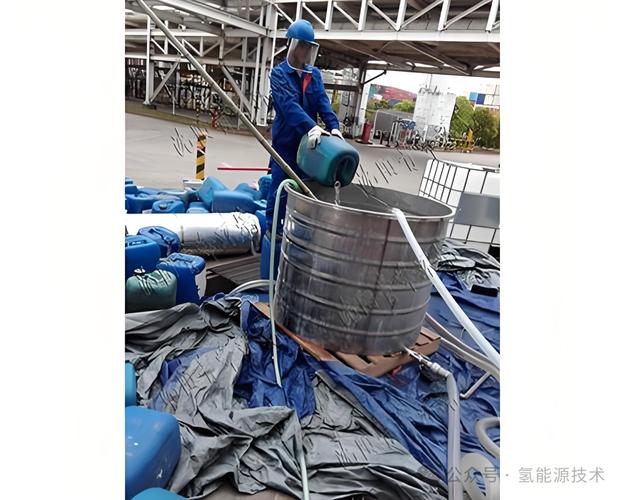 氧气管道脱脂清洗工艺现场
流速呢?碳钢管输送氧气,压力3.0MPa时流速必须控制在15m/s以下;不锈钢管放宽到25m/s。超过这个数,微粒撞击产热就能点燃管壁。我见过一根DN50的碳钢管,因为弯头处长期冲刷,壁厚从4mm减到了0.8mm,检修时轻轻一敲——直接透了。一身冷汗。
问:为什么氧气管道要分段设置阻火器?
答:阻止回火蔓延。烧焊时回火是最常见事故:火焰沿软管倒灌进主管,速度快到来不及关阀。阀组间、车间入口必须装阻火器,内部充填波纹金属片,利用热交换熄火。另外,管道设计时坡度要坡向放空口,避免凹处积存冷凝水或铁锈——水和氧化铁混合物在氧气里是超灵敏爆炸物!
说到这,想起去年给一家镀膜厂改造供氧管路。他们图省钱用普通球阀,我说这是玩命。氧气介质必须用蒙乃尔合金或硅黄铜阀芯,填料不能含聚四氟乙烯,要选石墨的。多花一万多块,买了安全。
氧气管道脱脂清洗工艺现场
流速呢?碳钢管输送氧气,压力3.0MPa时流速必须控制在15m/s以下;不锈钢管放宽到25m/s。超过这个数,微粒撞击产热就能点燃管壁。我见过一根DN50的碳钢管,因为弯头处长期冲刷,壁厚从4mm减到了0.8mm,检修时轻轻一敲——直接透了。一身冷汗。
问:为什么氧气管道要分段设置阻火器?
答:阻止回火蔓延。烧焊时回火是最常见事故:火焰沿软管倒灌进主管,速度快到来不及关阀。阀组间、车间入口必须装阻火器,内部充填波纹金属片,利用热交换熄火。另外,管道设计时坡度要坡向放空口,避免凹处积存冷凝水或铁锈——水和氧化铁混合物在氧气里是超灵敏爆炸物!
说到这,想起去年给一家镀膜厂改造供氧管路。他们图省钱用普通球阀,我说这是玩命。氧气介质必须用蒙乃尔合金或硅黄铜阀芯,填料不能含聚四氟乙烯,要选石墨的。多花一万多块,买了安全。
当氧气走进精密制造
除了燃烧助燃,高纯氧在电子和医疗器件制造里,地位特殊。芯片氧化工序需要纯度99.9999%的氧,杂质含量以ppb计。这时的制取工艺更变态——在深冷空分基础上再经催化氧化、吸附,甚至终端加装纯化器。我们给一家晶圆厂供气,每天分析甲烷、水、二氧化碳,超标一次罚款两万。压力巨大,但真的不能马虎,否则整批晶圆报废。
还有激光切割。碳钢切割用氧作辅助气体,突然断气或纯度不够,切缝立刻变渣坑。客户一个电话,半夜就得爬起来查空分塔工况。那种懊恼,不足为外人道。
问:切割不锈钢为什么用氮不用氧?
答:氧会与铬反应生成氧化铬,切口发黑且耐腐蚀性下降。不锈钢必须用高纯氮或混合气。有些人拿氧切了,外观区别不大,但三个月后焊缝周围生锈,根源就在这。
氧气这行,经验比书本来得深刻。温度、压力、纯度、流道,一个变量偏离,后果立现。如果你厂里要用氧,别只盯着价格,安全规范才是第一条。真要细聊,三两天也说不完——就写到这吧。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业氧气:从生产到安全,那些你不得不防的坑
文章链接:https://www.zystgy.cn/a/52600