干了快二十年机加工,最让我头疼的从来不是刀具或者程序。反而是那池子看起来不起眼的切削液。说实话,刚入行那会儿,师傅甩给我一句话:’用乳化液就行,便宜大碗’。嗯,后来生锈、发臭、皮肤过敏……该交的学费一分没少交。💡
水基还是油基?这个选择题真没那么简单
当年我第一次自己负责选切削液,对着供应商给的目录——好家伙,乳化液、半合成、全合成,还有什么微乳、纯油……眼都花了。老板只关心成本,车间师傅只关心活儿亮不亮。夹在中间,我愣是选了个最便宜的乳化液。结果呢?夏天来临,那味道,隔着十米都能把人顶一跟头。❗
切削液选型,说穿了就三个核心诉求:冷却、润滑、防锈。可这三者偏偏很难在一种产品上同时做到极致。油基切削液润滑防锈一流,但冷却性差,高速切削时冒烟,火灾风险也不是开玩笑的。水基的冷却好,但润滑与防锈就得靠添加剂堆,用得不好反而更容易让机床和工件锈迹斑斑。我见过太多人只盯着单价,却不算综合账——废液处理不要钱吗?刀具寿命折损不是成本吗?

所以后来我就学乖了。凡是高速、重负荷、难加工材料,比如不锈钢攻牙、拉削,我都直接上高品质极压油基切削液,哪怕单价贵几倍,但废品率下降了。一般车削、铣削,用半合成浓缩液兑水,性价比最高。全合成的冷却和清洗能力最强,特别适合高速磨削和数控加工中心,但它对杂油的容忍度低,维护得跟上。✅
问:全合成和半合成到底怎么选?
答:看你的加工主诉求。如果以磨削为主,或经常加工铝合金、铸铁这类发热大的材料,全合成液冷却快、沉降性好,能快速带走切屑。但缺点是对机床密封件有一定攻击性,老旧设备要谨慎。半合成液因为有少量的矿物油基础,润滑防锈更均衡,通用性更强,适合车、铣、钻等多工序共用。我个人经验,单台机床工况单一就选针对性强的,整条线混用就选半合成,维护省心不少。
最坑的其实是硬水。有些地方自来水硬度六七百,乳化液倒进去直接就破乳了,浮一层黏糊糊的皂块。所以我现在不管用什么水基液,都先测水质,硬度超过300 ppm绝对要前处理,要不用纯净水兑。别省这点小钱,够买教训的吗?
发臭、生锈、皮肤痒……这些破事怎么破?
切削液发臭,几乎每个车间都躲不过。有时候早上掀开机床防护门,一股硫化物恶臭扑面而来,工人都绕着走。根子在哪?微生物,主要是厌氧菌。它们就喜欢温暖、缺氧、还富含有机物的环境——切削液槽正好就是。
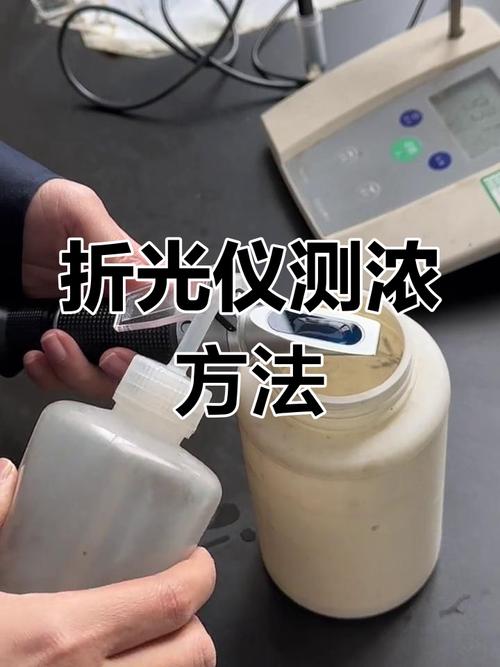
有一回,我检查槽液,pH值跌到7以下了,浓度也掉到了3%。这不臭才怪。切削液正常使用浓度一般在5%到10%,pH值应该在8.5到9.5之间。浓度太低,杀菌剂不够,pH值一酸,细菌狂欢。所以每天用折光仪测浓度不是走过场,是实实在在的省钱。💡
生锈更糟心。我还遇过刚加工完的精密零件,一晚上没擦干净,第二天锈点已经钻进去了。查原因:浓度偏低、防锈剂被消耗完了,或者杂油太多隔绝了防锈膜。杂油是水基切削液最大的敌人——导轨油、液压油泄漏进去,浮在水面形成封闭层,厌氧菌大肆繁殖,防锈添加剂也失效。经常撇油,加装油水分离器,是保命招。
问:切削液导致工人皮肤过敏怎么办?
答:这问题太常见了。首先要确认是过敏还是刺激。有些廉价切削液里含有的胺类、杀菌剂或某些表面活性剂确实会导致接触性皮炎。解决办法:一是加强个人防护,戴手套、涂隔离霜;二是选择低致敏配方的切削液,很多品牌现在都有皮肤友好的认证;三是控制浓度和pH值,过碱也伤手。如果已经过敏,立刻调离接触,还得检查是否槽液里有超标的细菌或真菌,微生物代谢物也能让人起疹子。我当年就逼着老板换了一种无甲醛释放型杀菌剂的半合成液,才平息了工人罢工。
维护不是换液,是日常呼吸一样的习惯
切削液维护,很多人以为就是定期换一池子新液。大错特错。维护是日常的、琐碎的、看似不紧急却极度重要的事。我总结了自己用的几个土方子:
- 每日一测:浓度、pH值,随手记。别信“大概其”。
- 经常撇油:哪怕用饭盒撇子,也得把浮油弄掉。不然细菌过几天就给你颜色看。
- 定期打循环:尤其周末停机后再启动,先让切削液循环半小时,把槽底沉淀物的厌氧菌掀上来接触空气,能防臭。
- 过滤要到位:磨削工序磁分离器必须开,精度高的用无纺布过滤。切屑不除净,等于拿工件在砂纸上蹭。
说到过滤,我参观过一个做航空零部件的厂,他们切削液系统配了全自动反冲洗过滤和除油器,液槽干净得能照镜子。当然成本也高,但人家加工一个件就是几十万,废液处理还不用频繁外包。一般中小厂虽不能那样,但至少加个磁性分离器和简易撇油装置,投入回报率高得吓人。✅
废液处理更是个隐形炸弹。环保查得越来越严,随便倒下水道?那是找死。我都是找有资质的回收公司,签危废协议,每吨处理成本得两千往上。所以延长切削液使用寿命,不光是省买液的钱,更省了处理费。换液周期从三个月到一年,差别大了去了。
最后唠叨一句:跟供应商要技术服务,别光买桶液。有经验的供应商会定期上门检测,给调整建议。我现在的伙伴,每周过来取一次样,出一份微生物和浓度报告,几条产线用了五年没大规模换过液,仅靠补充和精细维护。这才是切削液管理的终极奥义——把化学反应池变成可控、可预期的工作介质。✔️
行了,今儿就聊到这儿。这些经验,都是我踩坑踩出来的,希望你的鞋别那么湿。