超声检测?没那么神
超声A扫,B扫,C扫,相控阵… 设备越来越花哨。但现场条件一复杂,再牛的机器也白搭。比如粗晶材料,超声波进去就散射,信噪比低得可怜。我试过测一个铸钢件,底波消失,缺陷波?全是草状杂波。调灵敏度,降频率,换探头… 最后靠射线复验才确认。所以啊,千万别迷信单一方法。近表面盲区也是个坑,三毫米以内的缺陷,超声经常抓瞎,因为始脉冲太宽。这时候涡流检测反而能救场,不过涡流只适合导电材料。看,一物降一物。
射线片子上的幽灵
射线检测,直观,有底片存底。但成本高,辐射危险。有时候评片,看到一条隐约的黑线,是裂纹?还是胶片划伤?反复看,用放大镜,怀疑自己眼睛。那种纠结… 有一回,为了确认,重拍了三次,最后发现是增感屏上的污渍。白白报废三张片子,被安全员骂得狗血淋头。片子上的伪缺陷比真缺陷难缠十倍。还有透照角度,如果X射线与裂纹方向平行,几乎拍不出来。所以,超声波互补不是空话。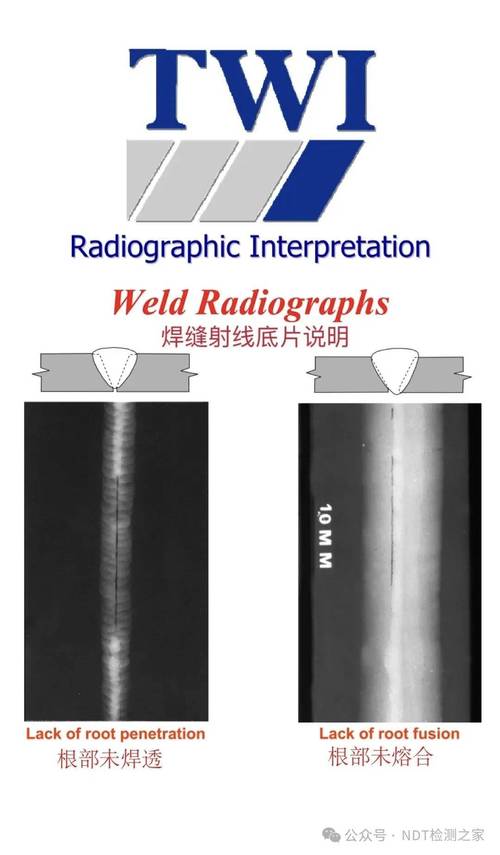
磁粉和渗透:老伙计的尊严
这两种表面检测方法,简单,便宜,但常常被轻视。渗透检测,喷点渗透剂,清洗,显像… 靠,冬天现场冻得哆嗦,渗透剂都变稠了,显像时间要延长。夏天又容易过显,假显示一堆。你以为容易?细节决定成败。磁粉检测更直接,但还得考虑材料磁性,磁化方向。交叉磁轭能多方向,但不够场面,非磁材料干瞪眼。 有一次,一个轴类零件磁粉检测,周向磁化发现一条轴向裂纹,轴向磁化又发现一条周向裂纹。亏得两个方向都做了,否则只做纵向磁化就漏了。所以,标准怎么要求就怎么干,别自作聪明。还有,荧光磁粉在黑光下,那种黄绿色,视觉冲击力强,比非荧光灵敏得多。有条件就上荧光,别省那点钱。
选型焦虑与组合拳