干了十多年设备维护,最头疼的不是什么高精尖的伺服驱动,反而是那个不起眼的小东西——电磁阀。坏得莫名其妙,选型选错更是家常便饭。你说它简单?那是没吃过亏。今天不扯理论大道理,就聊聊实操中那些容易栽跟头的地方。说实话,电磁阀出问题,八成是因为一开始就选错了,剩下的两成是维护不当。可悲的是,很多人宁可花时间修,也不愿意花五分钟搞清楚原理。
电磁阀不是“通上电就动作”那么简单
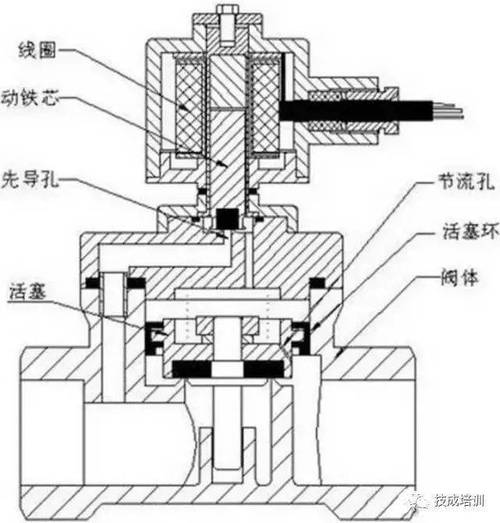
很多人以为电磁阀就是个开关,有电就开,断电就关。可实际上,直动式和先导式的差别,能让你的设备直接瘫痪。直动式靠线圈电磁力直接驱动阀芯,结构简单,但力量小,一般只用于小口径或低压差的场合。先导式呢,利用介质压力来开关主阀,所以对压差有要求——压差不够,阀就打不开。我见过最离谱的案例,是把一个先导式电磁阀用在真空管路上,结果完全失效,现场工程师急得团团转,查了半天才发现选型乌龙。
别急,还有个坑:双线圈电磁阀。它能保持位置,省电,但接线复杂,有些PLC输出点搞错了,线圈长期通电,烧得你怀疑人生。💡小提示:拿到一个电磁阀,先看铭牌上的“强制导向”或“工作压差”等参数,别想当然。
问:为什么高压时电磁阀打不开?
答:大概率是先导孔堵了,或者阀芯被异物卡住。但如果是刚装的阀,要查工作压差是否在允许范围内,尤其对于先导式,最小工作压差没达到,主阀根本推不动。另外,线圈电压不足也会导致吸力不够,这时电磁阀会发出嗡嗡响,赶紧断电查线路。
选型时,这3个参数你看走眼了吗?
选电磁阀,光看通径和电压?那你可太年轻了。至少有三个参数,忽视了必出问题。
第一,介质特性。水、油、蒸汽、腐蚀性气体……用的密封材料大不相同。NBR、VITON、PTFE,参数表上那几个字母直接影响寿命。比如用普通NBR密封的阀去走高温导热油,不用一周就溶胀、泄漏。✅记住:介质、温度、浓度,必须和材质兼容。
第二,工作压差。前面提过,先导式需要最小压差,零压差场合必须用直动式或分步直动式。有些工况启动时系统压力还没建立,阀却需要动作,这就得特殊设计了。❗没考虑这个,设备调一个月都动不了。
第三,响应时间。高频切换的场合,比如点胶机、高速分拣,普通电磁阀的机械寿命和响应根本跟不上。这时候你得关注阀的换向时间,毫秒级差距能决定良品率。💸贵有贵的道理,高速阀的动铁芯结构和材料完全不同。

问:电磁阀可以用于蒸汽吗?
答:绝对不能用常规的!蒸汽温度高,冷凝水多,必须选用蒸汽专用电磁阀。它的阀体和密封件能耐高温,而且通常有冷凝水排出结构,不然积水会导致动作失灵或阀体破裂。我有次给一家纺织厂改造,他们把热水阀用在蒸汽上,结果阀体炸裂,差点伤人。血的教训。
现场维护的血泪教训
电磁阀坏了,很多人的第一反应是换线圈。但线圈烧毁只是表象,根源可能是阀芯卡死导致线圈过载,或者环境温度过高绝缘损坏。⚠️你换十个线圈也白搭,得拆开看里面。
拆解时注意:先切断动力源,排空介质。阀芯上的微小毛刺都会造成卡滞,用细砂纸轻轻打磨,清洗得比脸还干净。密封件老化是最常见的泄漏原因,一旦发现外部渗漏或内部窜气,尽快更换密封包。别信什么“清洗一下还能用”,密封件变形后回不来的。

问:电磁阀动作时有嗡嗡声,是坏了吗?
答:不一定。交流线圈常有轻微交流声,但如果声音明显变大,可能是铁芯吸合面有污物、电压太低或者短路环断裂。直流线圈基本无声,如果出现嗡嗡声,多半是电压问题或阀芯卡阻,立刻检查。长期异常噪声会加速线圈损坏。
另外,手动按钮是个好东西,调试时确认阀体机械部分是否正常。有时候PLC发了信号,阀不动,捅一下手动按钮就知道是电的问题还是气的问题。简单却救场无数。
别把电磁阀当消耗品

写了这么多,其实就想说一句:电磁阀虽然不贵,但选型维护不当,造成的停机损失远超它本身。花十分钟读懂一个阀的样本,比蒙头修一天更有价值。下次再遇到电磁阀问题,别急着骂供应商,先问问自己:我选对了吗?我装对了吗?我给它合适的工况了吗?
工业现场没那么多“突然”,所有的故障都是有预谋的信号。把这些门道摸透,设备才能少发点脾气。好了,拆过的电磁阀没有一百也有八十,这些经验,你值得拥有。😄