刚入行那会儿,跟了师傅三个月,就敢拍胸脯说自己懂离心泵了。结果第一次独立出方案——
脸都打肿了。
用户现场开了十分钟,就打电话过来骂。那台泵振动大得像是要起飞,噪音堪比拖拉机,最要命的是用了不到俩月,叶轮就给干穿了。
赔了人家一套过流部件,还被老板扣了当月奖金。疼。真金白银的教训啊。
后来琢磨透了,离心泵这玩意儿,看似简单,其实处处是坑。今天不说那些教科书上的公式,就聊聊我实打实犯过的蠢。
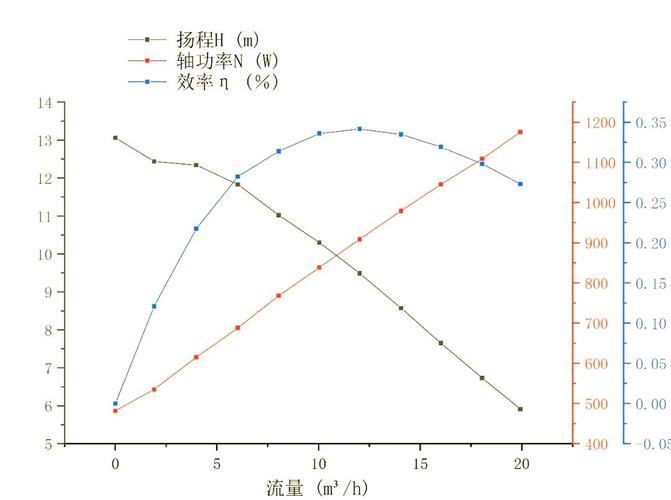
误区一:只看流量扬程,把装置特性曲线当空气
新人最爱犯的错。客户说要 100 方、50 米扬程,你就傻乎乎去选型手册上对参数。恰好选了个额定点 100-50 的泵,结果现场一开机,流量超了 30%,电机过载跳闸。
问题出在哪儿?
装置特性曲线!
现场管路有长有短,阀门数量、弯头、变径这些都会改变管路阻力。泵的工作点,是泵的 Q-H 曲线和装置特性曲线的交点,不是你手册上那个漂亮的额定点。
那次我就是忽略了用户现场管道实际长度。现场管路比设计时粗,阻力小,装置曲线平缓,结果泵跑到了大流量区——轴功率飙升,电机直接烧了。
现在呢,每次选型我都先算装置曲线。哪怕客户说‘不需要那么精确’,我也得用 Excel 画个粗略交点。省心。
说实话,很多小厂根本不给这条曲线,就扔你一个表格几个点。这种泵,参数写得再漂亮,也慎选。
答:看额定点是否落在高效区,更要看关死点扬程——如果关死点扬程比装置静扬程高不出 20%,启动可能会喘振。再算算工作点流量,别让泵长期偏在大流量或小流量运行。实在没谱,加个变频吧,虽然贵点,但能救命。
误区二:闭着眼选转速,为省成本降档——然后气蚀了
2900rpm 和 1450rpm,同参数下泵尺寸差一截,价格也差不少。
我一个项目为了压报价,把原来设计的 4 极电机(1450rpm)改成了 2 极(2900rpm)。泵壳铸件变小了,成本是降下来了,但用户现场水质含泥沙,一个多月后叶轮进口处全是麻点,跟狗啃的一样。
这就是气蚀。高转速导致进口流速加大,必需汽蚀余量 NPSHr 变得更大,而现场装置汽蚀余量 NPSHa 没变。叶轮在气泡破裂的冲击下,金属疲劳剥落,修都修不回来。

血的教训:转速不能只看比转数和效率。介质、温度、吸入条件,缺一个分析都可能让泵‘短命’。
后来那项目,我自费送了客户一套不锈钢叶轮,才没被拉黑。
误区三:材质选错,半年报废
普通清水离心泵,铸铁壳、45 钢轴、304 叶轮,够用了。但一碰到酸碱、海水,或者哪怕只是微咸水,就完了。
有一次海边电厂项目,循环水泵,介质是海水。我天真地选了双相不锈钢 2205,觉得够牛了吧。结果用了一年多,泵盖螺栓孔周围腐蚀开裂。
查原因:氯离子浓度超过 2205 的临界点,出现了应力腐蚀开裂。换成超级双相不锈钢2507造价高出一大截,客户不乐意。最后折衷,阴极保护+涂料,勉强又撑了一年,但现在时不时还得停机检查。
唉。
答:捷径?没有。老老实实做腐蚀试验。或者直接找类似工况的老用户去打听,比实验室数据靠谱。另外记住:温度越高,腐蚀越快;流速太高也会冲蚀。别相信‘万能不锈钢’,那东西不存在。
误区四:机械密封,以为随便装就完事
机封是离心泵最矫情的部件。我拆过的机封能装一麻袋。大部分失效不是东西不行,是安装手法有问题,或者冲洗方案不对。
有次维修一台热水循环泵,机封寿命不到一个月。拆下来看,静环表面热裂。原来用户为了省事,关掉了冲洗液。高温下密封面干磨,瞬间完蛋。后来给他改了 Plan 23 自冲洗,温度立马稳住了。
还有一回,工人装完机封泵一启动就漏。我过去一看,轴套压盖螺丝拧得过死,把静环压歪了。这几百块的小配件,折腾掉我半天时间。
误区五:振动大?加个支撑不行吗
现场碰到过一台大型双吸泵,投产就剧烈振动,底座都在跳。施工队想用槽钢硬顶,被我吼住了。
测了频谱,一倍频占主导,典型的不平衡或共振。结果是基础灌浆不实,泵和底座的固有频率与转速接近共振。
后来重新灌浆,加装了减振基座,才算安静下来。要是硬顶,估计轴都能震断。
振动是症状,不是病因。不找到根源,加铁块就是掩耳盗铃。
你看,泵这事儿,全是细节。它不像数控机床那么高冷,但粗心一次,它就敢摆烂给你看。这些年踩的坑,够写本书了。每次开机前我都会在控制室多待一会儿,听听那嗡嗡声——嗯,这感觉对了。
最后啰嗦一句:选型的时候,多跑现场,多看介质,别迷信样本。泵是工业的心脏,心不跳了,什么都是白搭。