材质选型:不是贵的就是好的
很多人,尤其是新入行的工程师,选材有个毛病。盲目追求“高级”。一说腐蚀介质,立马拍板:上316L!双相钢!可实际情况呢?我曾经碰过一个项目,介质是常温的稀硫酸,浓度不到5%。设计直接选了哈氏合金C276。我的天,这管子光材料费就几百万。其实,用钢衬四氟或PVC管完全够用。白白浪费钱!老板后来知道了,脸都绿了。不过话说回来,我也有失误的时候。当年给一个电厂做疏水管线,图省事全用了20#碳钢。心想温度也就两百多度,没事。结果运行大半年就发现冲刷减薄严重,弯头处甚至穿孔。一查,蒸汽里带微量氯离子。氯离子啊!这玩意儿对碳钢的腐蚀,不是闹着玩的。后来全换了耐冲刷的铬钼钢管。赔了甲方一笔,我自己好几个月没敢提奖金的事。

选材必须考虑介质、温度、压力,还有流速。流速!经常被忽略。高速流动的介质,像带颗粒的浆液,对管道内壁的磨损极快。这时候硬度比耐腐蚀性更重要。有次在矿山,灰渣管道,用普通钢管三个月就磨漏了。后来换成内衬陶瓷的,用了五年还好好的。不过陶瓷管贵,而且不能焊接,只能法兰连接。每根管都得定尺寸,现场改不了,麻烦得要死。但耐用啊,✅ 选材就是个妥协的艺术。你不可能既要便宜,又要耐腐蚀,还要好加工,对吧?做梦呢。
焊接:手艺活儿还是科学?
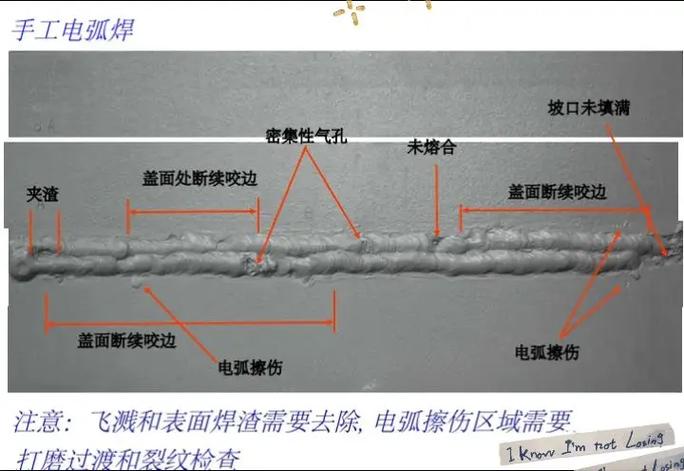
焊接是工业管道安装的命门。管材选得再好,焊得稀烂等于零。我见过太多焊工拍胸脯:“没问题,我焊了十年了!”结果探伤一照,气孔、夹渣、未熔合……什么都有。最可气的是,有些焊工连焊条烘干都不认真。E5015焊条,按规定要350℃烘干两小时,他们嫌麻烦,随便烤个半小时,甚至不烤,直接拿来焊。后果?扩散氢含量高,焊缝延迟裂纹。这种裂纹当时发现不了,等管道试压或投运后,咔,裂了。半夜报修,你说崩溃不崩溃?❗
不锈钢管道的焊接更讲究。层间温度必须控制,否则晶间腐蚀。见过一个食品厂的不锈钢管道,焊完用酸洗钝化膏一抹,焊缝两边黑乎乎的,没洗干净。没两天锈水就流下来。老板拿着照片问我:“你不是说304不锈钢不生锈吗?”我真是欲哭无泪。焊后处理不到位,母材的耐腐蚀性就被破坏了。其实,用氩弧焊打底,再用焊条填充盖面,工艺对头,焊出来的焊缝银白色,才叫漂亮。但现场往往为了赶进度,电流开得巨大,飞溅满天,管子都烧穿了。哎。
💡 说个小技巧:试压前,用简单的手电筒照射焊缝背面,肉眼观察有没有明显的氧化色。发黑发蓝的,多半是过热或保护不好,性能已经不行了,得返工。别等试压时漏水才返修,那更费时间。
常见问题与实战问答
问:“我们现场一条DN300的蒸汽管道,吹扫时总响得厉害,像放炮一样,怎么办?”
答:那肯定是疏水没做好。蒸汽管道暖管阶段,冷凝水没排尽,高速蒸汽一冲,水锤效应,惊天动地。严重能把支架拉脱,管子撕裂。所以,疏水阀、排凝点一定要设置合理,暖管要缓慢。记得用倒吊桶式疏水阀,别用热动力式的,排量不够。还有,管道坡度,千分之三,向疏水点倾斜。很多人画图忘了标坡度,现场就平铺,害死人。
问:“我们厂里的浓硫酸管道,碳钢的,用了几年了,最近发现外表皮脱落,是不是老化了?”
答:碳钢在浓硫酸中会形成钝化膜,那层皮就是钝化膜。如果发现点蚀或均匀减薄,可能浓度变了,或者流速太高冲刷了保护膜。赶紧测厚,别等漏了。可以考虑在弯头等冲蚀处加厚,或者换不锈钢。不过不锈钢在浓硫酸中可能反而不如碳钢耐蚀,要看具体浓度温度。搞不懂就查NACE标准,或者做挂片试验。总之,别乱猜,安全第一。
有时候,问题千奇百怪。比如有次,管道振动大,查了半天,发现是支架间距太大。简单吧?可就是犯这种低级错误。标准上明明写了,DN50的管子,支架间距不超过3米,DN100不超过4.5米。现场一疏忽,就忘了。其实,工业管道设计规范GB 50316里面都有,翻翻书的事。可现在的人,都不爱看书了,都指望搜个答案。有些答案害人不浅啊。
材质、焊接、检验,三位一体,缺一不可。 我这些年算是明白了,做工业管道,就得细心,就得抠细节。不然,早晚出事。好了,不说了,工头催我去看下一段管线了。唉,操心的命。