2026-06-09 09:21:44 作者:网编
分类:文章
一、选型这事儿,一步错步步错
说个真事。去年有个客户,输送铁矿石,图便宜选了普通尼龙带。结果呢?三个月就磨穿了。停机更换不说,皮带碎片混进原料里,差点把破碎机搞报废——几十万的设备,就因为省了几千块的皮带钱。你说冤不冤?传送带的选型,核心就仨字:看工况。 温度、载荷、物料特性,缺一不可。比如高温环境,就得用耐热带,EPDM橡胶的;要是输送尖锐物料,必须选耐磨层加厚的,甚至钢丝绳芯的。别听销售瞎忽悠,什么”通用型”基本就是”凑合用”。
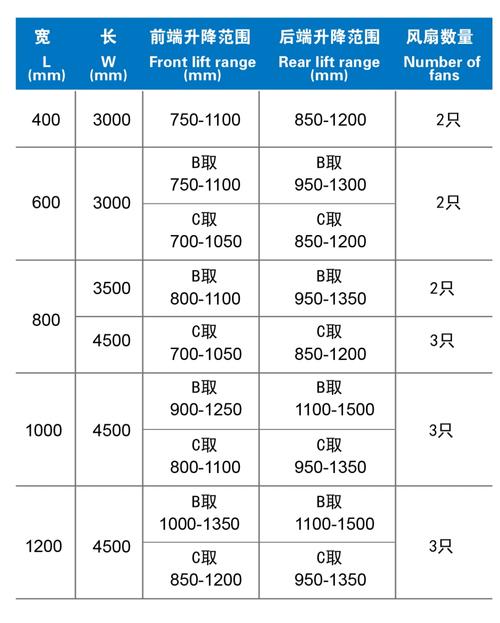 工业传送带选型参数表高温耐磨
选型时有个容易被忽略的坑:接头方式。热硫化接头强度高,但费时;冷粘接头快,可强度只有原来的70%左右。有些关键工段,比如矿井主提升,你敢用冷粘吗?反正我不敢。之前去一个水泥厂,他们斗提机皮带用了机械卡扣,结果卡扣断裂,整条皮带掉下去……那叫一个惨。所以啊,接头形式一定要根据张力和安全要求来,马虎不得。
工业传送带选型参数表高温耐磨
选型时有个容易被忽略的坑:接头方式。热硫化接头强度高,但费时;冷粘接头快,可强度只有原来的70%左右。有些关键工段,比如矿井主提升,你敢用冷粘吗?反正我不敢。之前去一个水泥厂,他们斗提机皮带用了机械卡扣,结果卡扣断裂,整条皮带掉下去……那叫一个惨。所以啊,接头形式一定要根据张力和安全要求来,马虎不得。
二、跑偏?不光是托辊的问题
传送带跑偏,工厂里的老顽疾。十次跑偏,九次调托辊,可有时候根本不管用。我有次遇到一条皮带,往一边跑得厉害,调了几天托辊,还是跑。最后发现是机架变形了。基础都没平,调死也没用。还有一次,是物料落料点偏了,皮带受侧向力,不跑才怪。跑偏的原因得从根源找: 滚筒、托辊的垂直度和平行度,导料槽的位置,甚至天气——刮风下雨都能让露天皮带跑偏。所以现在我都建议搞预防性维护,定期用激光校准仪检测,别等跑偏磨边了再修。
💡 一个小技巧:如果皮带在无载时跑偏,多半是滚筒有问题;如果只在有载时跑偏,那就重点看落料点和托辊。
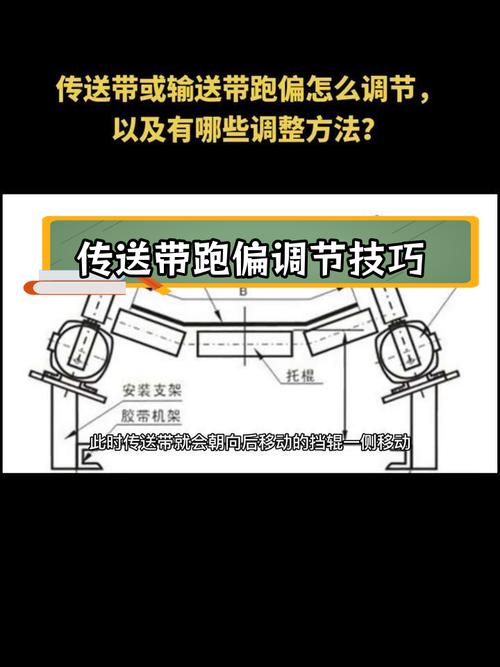 传送带跑偏调整示意图激光校准
问:传送带纵向撕裂怎么预防?听说一旦撕裂,整条皮带就废了。
答:哎,说到撕裂就心疼。纵向撕裂基本是物料里有异物,比如铁块、大石头,卡在落料点,皮带划过就撕了。防撕裂措施现在也不少:电控式撕裂检测开关、埋入式线圈检测,还有溜槽里加缓冲和除铁器。但最有效的还是源头控制——前面加电磁除铁器,或者大块分离筛。国内有些矿场用那种撕裂检测系统,一旦检测到立即停机,能救回半条皮带。不过,花钱装防御,不如管好物料源头。
传送带跑偏调整示意图激光校准
问:传送带纵向撕裂怎么预防?听说一旦撕裂,整条皮带就废了。
答:哎,说到撕裂就心疼。纵向撕裂基本是物料里有异物,比如铁块、大石头,卡在落料点,皮带划过就撕了。防撕裂措施现在也不少:电控式撕裂检测开关、埋入式线圈检测,还有溜槽里加缓冲和除铁器。但最有效的还是源头控制——前面加电磁除铁器,或者大块分离筛。国内有些矿场用那种撕裂检测系统,一旦检测到立即停机,能救回半条皮带。不过,花钱装防御,不如管好物料源头。
三、那些年,我们踩过的保养坑
很多厂都不重视皮带日常巡检,出了故障才修,这其实是最贵的”省钱”。我见过一条输送线,因为疏于润滑,一个托辊卡死,磨出高温,把皮带烧了个洞。整个车间停产半天,损失比全年的润滑油钱多十倍。日常保养的要点: 滚筒轴承定期加脂,托辊转动灵活,清扫器贴合度,还有皮带张紧——太松打滑,太紧则容易断。有个简单办法:每周用测温枪扫一遍所有滚筒轴承,温差过大的赶紧处理。这真的不花什么时间,但能避免大事故。
✅ 定期检查传送带接头:肉眼看不出来的内部损伤,可以用X光检测,尤其是钢丝绳芯输送带,一旦钢丝绳抽出,那可不是闹着玩的。
问:传送带打蜡好不好?听说能延长寿命。
答:打蜡这事儿,千万别乱来。除非是输送黏性物料,防止粘结,可以在皮带工作面喷脱模剂,但那也不是普通的蜡。普通皮带打蜡会降低摩擦系数,物料打滑,甚至引发跑偏。而且蜡会吸附灰尘,加速磨损。所以,我劝你别信什么偏方,老老实实按厂家手册维护。有些食品行业会用食品级硅油,那是特殊情况。
四、创新应用?传送带已经不止是”带”了
讲点新鲜的。现在传送带技术发展挺快,比如管状输送带,可以把物料裹起来输送,环保不扬尘,还能拐弯。还有气垫式输送机,用气膜代替托辊,摩擦力小,跑起来特安静。前阵子去青岛港,看到他们的智能传送系统,皮带里嵌了光纤传感器,实时监测温度、受力,哪段要坏了提前预警,厉害得很。
❗不过,新技术虽好,投入也高。普通工厂改造还是要算账,一般场合没必要追高。但对于长距离、大运量输送,比如矿山到港口,用管带机真能省不少钱,毕竟环保罚款不是小数目。
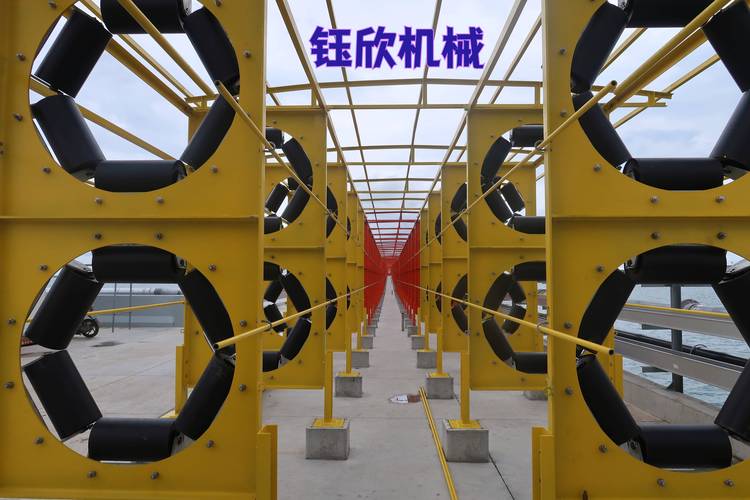 管状传送带环保输送物料矿山
说实话,在这个行业待久了,总觉得传送带就像工业的血管,不起眼,但断了就要命。希望这些经验能帮到你。别等皮带停了才后悔,对吧?
管状传送带环保输送物料矿山
说实话,在这个行业待久了,总觉得传送带就像工业的血管,不起眼,但断了就要命。希望这些经验能帮到你。别等皮带停了才后悔,对吧?
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:传送带选型避坑指南:从撕裂到跑偏,十年老师傅的真心话
文章链接:https://www.zystgy.cn/a/52471