上个月那批价值300万的齿轮轴,在客户端批量断裂。失效分析报告躺在我桌上三天了——我一直没勇气翻开。因为我知道,问题出在热处理。但,压根不是工艺的问题。是物流筐。对,你没看错,就是那个装半成品的铁筐。新来的操作工不知道,渗碳后的工件必须竖放,他给叠罗汉了,然后,一夜之间,残余应力把显微裂纹撕成了大裂口。客户暴躁地吼:“你们的质量管理是摆设吗?”我哑口无言。质量管理,这四个字,有时候重如千钧,有时候又轻得像车间里扬起的粉尘,风一吹就散了。
✅ 质量,是设计出来的,还是检验出来的?
说实话,在车间摸爬滚打二十年,我最恨这句话。因为它制造对立。但现实是,设计端的失误,检验根本救不回来。去年我们做过一个统计:70%的批量事故,根源在设计阶段埋下——公差链没算对、DFMEA走过场、对工艺能力盲目乐观。记得那个防错设计(Poka-yoke)吗?日本人在六七十年代就玩烂了,可我们多少工程师还会在图纸上标“此处装配时注意方向”?拜托,靠人的注意力?凌晨三点的夜班,神仙也会走神。❗所以我们后来强制一条规则:所有定位特征必须不对称,想装反都装不进去。这才是从娘胎里带出来的质量。
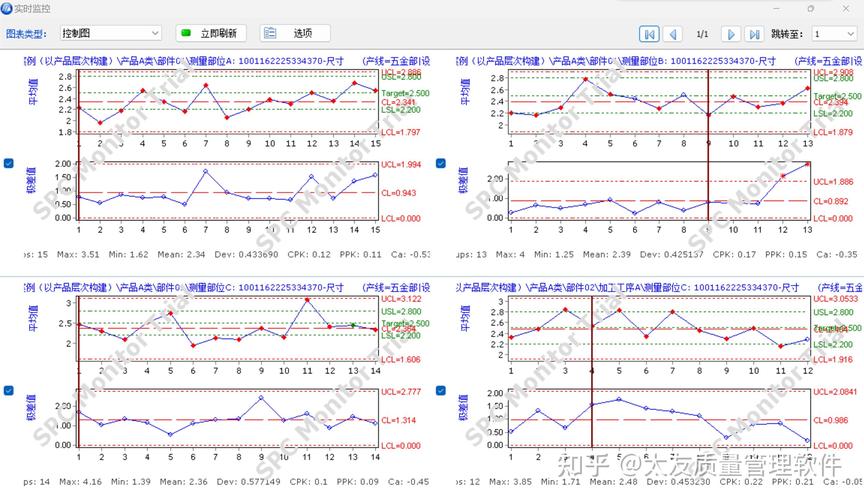
但我又得承认,检验有检验的尊严。很多老板觉得“零缺陷”就是检验员瞪大眼睛挑。笑话。你拿卡尺一个一个量,变差在那儿明摆着,你只是记录员。真正的检验是过程控制,是看清楚趋势。这就要说到SPC统计过程控制——
问:老师,我们公司上了SPC系统,控制图天天画,但质量还是忽好忽坏,到底哪里出了问题?
答:因为你们在“画符”,不是在分析。控制图的核心不是描点,是判异准则——连续6点上升或下降,哪怕都在控制限内,过程已经偏移了!我见过太多企业,CPK算出来1.66,欢天喜地,但过程输出不是正态分布,CPK数值本身就是假的。还有,量具的分辨力够吗?用0.02mm的卡尺去控制0.005mm的圆柱度?荒唐。先做测量系统分析(MSA)吧,GR&R超30%的量具统统扔进垃圾桶。好吧,也许太偏激,扔给实习生练手拆解也行。💡
💡 供应商质量:欠下的债,迟早要还
走到供应商那里去!别整天坐在办公室发邮件催8D。供应链质量管理这玩意儿,本质是个信用体系。你压价,他降本,降着降着就从合金钢降成45号钢,还指望他给你保寿命?去年我们断供那家热处理厂,老板拍胸脯说设备是进口真空炉,结果我去现场一看——炉温均匀性报告是PS的,热电偶都烧弯了还没换。那种怒火,真的,能烧穿天际。😡
后来我们痛下决心,搞供应商分级与辅料锁定。关键物料不光签质保协议,还要把他们的工艺参数锁定——比如铸件,你的浇注温度、模具预热曲线,必须向我的系统实时上传。一开始供应商骂我神经病,三个月后,他们的内部废品率反而降了四成。为什么?因为以前他们自己都不管过程,瞎干。所以,有时候,质量管控是一种倒逼的赋能。有点哲学,对吧?
问:来料检验总是抽检,怎么避免漏进来的残次品?加大抽样量,成本又受不了。
答:傻孩子,别在百分比上纠结。要用动态抽样方案,比如严格度调整的AQL。连续10批合格,转放宽检验,样本量减半;只要出现一批不合格,立刻掐回加严。同时,你得盯着供应商的过程能力指数。如果他的CPK稳在1.33以上,我甚至可以降到免检。前提是,你的供应商不再是黑箱。另外,入场自动检测线也不贵了,视觉加上激光,节拍秒级,比人眼可靠万倍。别心疼那个投资,一场召回10倍奉还。
❗ 当8D报告沦为“编给客户看的作文”
我办公桌抽屉最底层,压着一沓8D报告,每一份都完美得像MBA教材:原因分析永远归结到“操作工培训不足”、纠正措施永远是“加强培训并更新SOP”。放屁!这叫根本原因分析?这叫糊弄鬼。真正的5Why追问下去,你会发现90%的问题指向系统失效:比如作业指导书本身就是错的、工艺参数窗口窄到根本无法稳定控制、甚至KPI逼得班长默许偷工。有一次,连续渗碳深层超差,追问到第五个Why,根因竟然是——生产排程为了赶急单,把不同批次混装进炉,造成气氛循环乱掉。敢往管理上捅吗?不敢,所以让操作工背锅。这种质量管理,做一百年也毫无长进。
我后来强制推行问题解决工作坊:出了大事,跨部门聚齐,现场黑板上画因果图,连财务都得旁听——让他算算返工成本到底吃掉多少利润。效果呢?刚开始吵翻天,但逐渐的,大家学会了“我承认”——承认设计有漏洞,承认采购馋便宜,承认计划不顾工艺。这才是质量文化的基石:不遮掩,不推诿。✅
不过话说回来,中小型企业怎么办?哪有资源搞什么六西格玛黑带,光活着就竭尽全力了。
问:我们没有那么多工程师,质量部就两个人,还要兼检验,您有什么“土办法”能见效?
答:有!把5S做扎实,真心做的那种。不是拍照挂墙上,是让工具都在手边,异常一眼可见。然后就是标准化作业——把老师傅凭感觉的“火候”转化成图片、限位、傻瓜参数。我曾在一家20人的小厂,给他们设计了一个简单的防错夹具:打孔深度不对,工件根本夹不紧。成本三百块,彻底消灭了钻通孔的废品。还有一招:趋势牌。在关键工序挂块白板,工人每小时测一个数据点上去,画趋势。哪怕连控制限都不会算,但看到点一直向上飘,傻子都知道机器要出事了。这就是最原始的SPC,有效!💡

夜深了,我写下这些其实有点悲哀。我们造得出上天的火箭,却常常管不好地上螺丝的扭矩。也许,质量不是什么高深理论,它是不让那个值夜班的工友,因为一个破铁筐,毁掉整个周末的加班。质量管理,是一场对抗熵增的持久战。没有凯旋,只有不息的预警。好了,我得去写那封给客户的回复了,尽管我知道,再漂亮的文字也弥补不了断裂的齿轮,但至少,这次我要附上那张热处理装筐的照片,和永不叠放的红头文件。