放电的炼金术:不是烧,是气化
说实话,很多人第一次看到电火花加工,以为就是电弧焊反过来——把金属烧熔。大错特错。这里发生的是瞬间气化。脉冲电源在电极和工件之间施加高压,击穿放电间隙,电流密度达到上百安培每平方毫米,通道温度飙到8000-12000摄氏度。金属不是熔化滴落,而是直接升华!然后工作液(通常是煤油或去离子水)迅速冷却,把蚀除物冲走。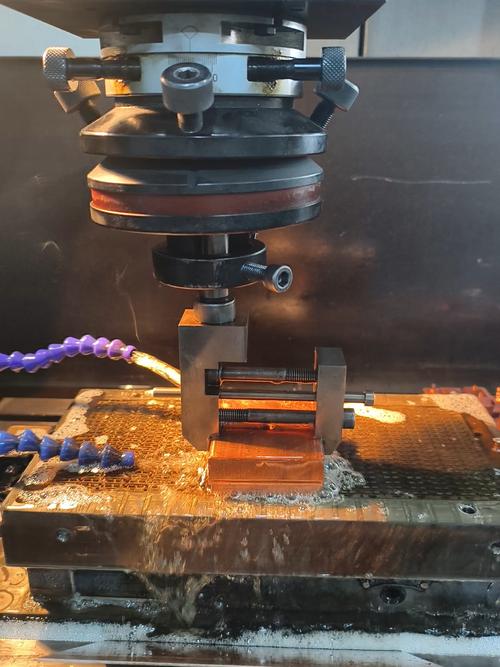
电极材料之争:铜还是石墨?——这是一个问题
三十年前,紫铜电极是绝对主力。导电导热好,损耗低,表面光洁度优秀。但加工复杂形状时,切削性能差,容易粘刀。后来石墨异军突起,它轻,热膨胀系数小,容易铣削,适合做大尺寸电极。不过石墨的损耗率偏高,还爱积碳。一旦积碳,拉弧、短路循环往复,搞得你心态爆炸。
答:铜钨合金综合了铜的导电和钨的耐烧蚀,损耗极小,尤其适合加工硬质合金或深窄槽。但价格贵,磨削困难。我用它做过手表零件模具,一个电极比同重量的纯铜贵八倍。💸 不过有些活儿,不用它,精度根本守不住。所以电极材料这事儿,没有通用最优解,只有场景最优解。
精密模具的“微雕手术”:从航天叶片到手机外壳
去模具车间走走,最安静的角落往往摆着电火花机。不管外面CNC铣得多热闹,这里永远不紧不慢,一根电极沉下去,一泡就是好几个小时。注塑模具的型腔,冲压模具的刃口,航空发动机涡轮叶片的气膜孔……这些硬骨头,铣刀啃不动,唯有放电能称王。线切割(WEDM)适合做通孔和轮廓,成型机(Sinker EDM)专攻复杂三维曲面。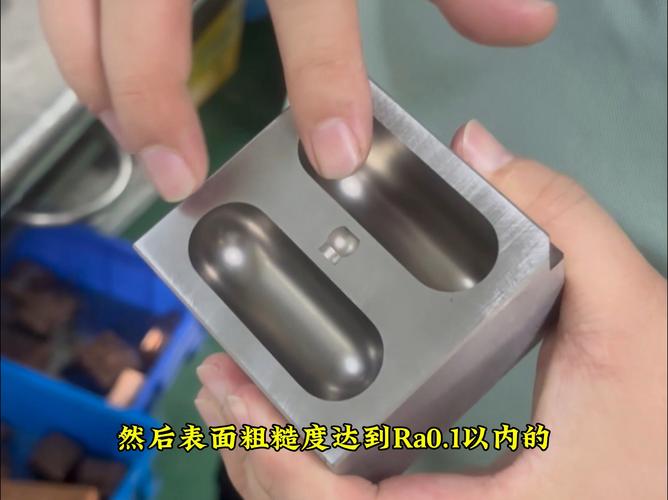
答:那层玩意儿,是金属急热急冷后凝固的“无组织”层,又硬又脆,布满微裂纹。不做处理,模具在工作几千模次后,表面开始崩点。我吃过亏——给汽车灯罩模具放电后,直接组装生产,结果两万模不到,型腔反光面出现密密麻麻的麻坑,客户索赔单拍在我脸上的感觉,记忆犹新。所以,放电后必须抛光、喷砂或做回火,把这层“定时炸弹”卸掉。✅
电火花加工的痛与爱:慢,但无可替代